PowerDMIS 在面轮廓度公差验证中的应用
2026-02-03 11:39:50, ZT小兵

一、面轮廓度概述
面轮廓度是控制实际表面对理想轮廓面的允许变动量,公差带为包络一系列直径为公差值t的球的两包络面区域,球心需位于理想轮廓面上(ISO 1101:2017、GB/T 1182-2018)。

面轮廓度是功能最为全面的几何公差之一,能够独立或综合控制零件的轮廓尺寸、形状、位置和方向。它广泛应用于控制平面、曲面、不规则表面、多边形、圆柱面、旋转面、圆锥面。
根据零件的功能需要,面轮廓度有两类不同性质的要求。
1.1.无基准要求的面轮廓度
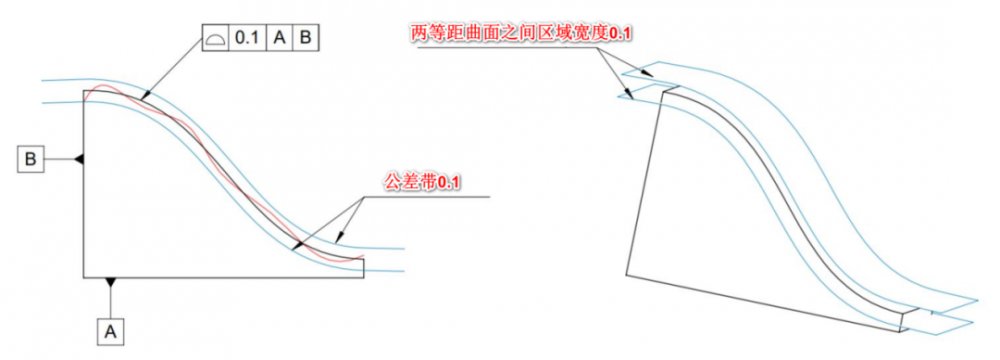
公差带:为包络一系列直径为公差值t的球的两包络面之间的区域,这些球的球心应位于理想轮廓面上。


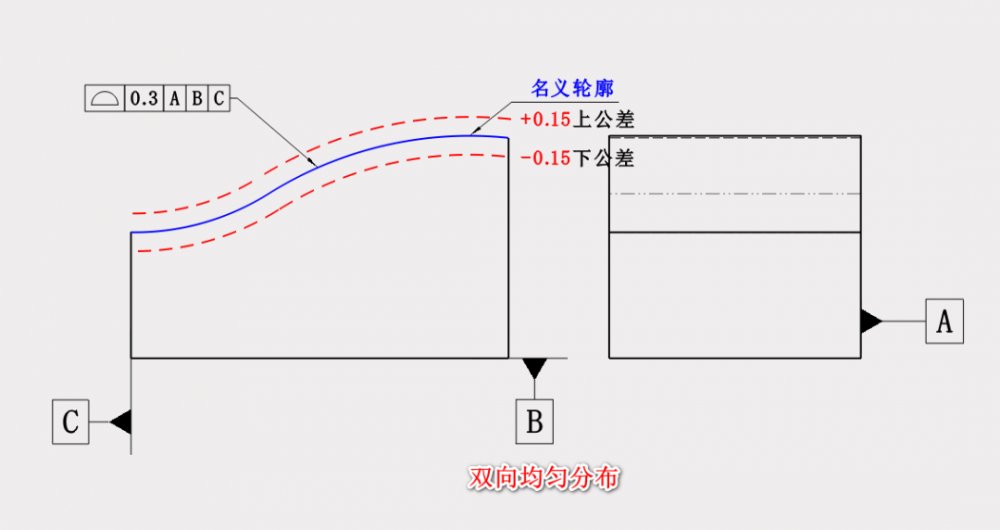
1.2.有基准要求的面轮廓度
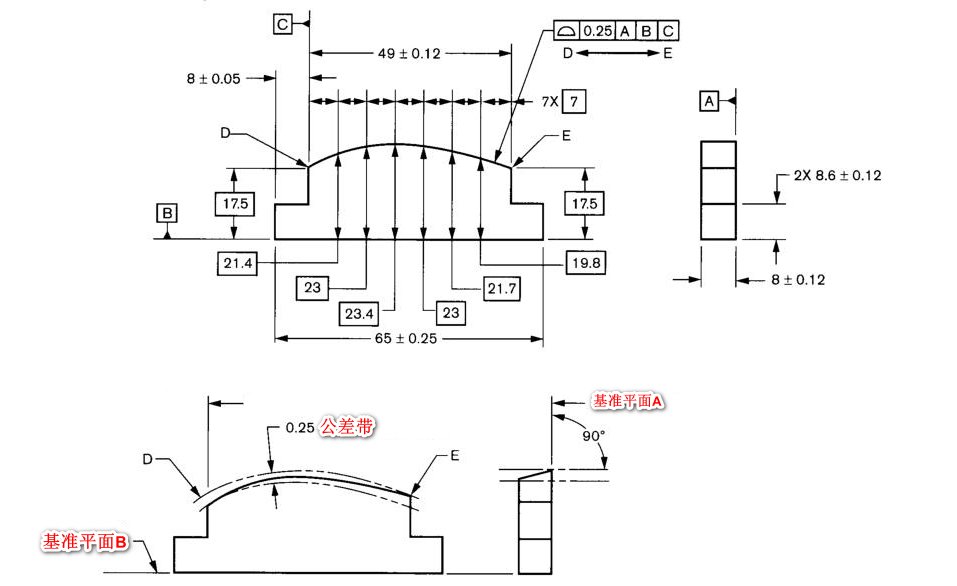
公差带:为直径等于公差值t,球心位于由基准平面A确定的被测要素理论正确形状上的一系列圆球的两包络面所限定的区域。


有基准面轮廓度:需同时控制表面相对于基准的位置、方向及形状(如发动机叶片相对于安装基准的曲面)
1.3.面轮廓度特点:
公差带是沿着被测形体的长度或宽度方向延伸的三维公差带;
可适用于任何形状的零件,包括具有固定截面的零件,回转体零件等;
当适用的范围不清晰时,可用两者之间符号表述。
二、曲面的三坐标测量方式
等间距测量法最为简单,但为确保测量准确度,其间距必须缩小,这无疑会牺牲效率,并增加后续误差评定等环节的复杂度。
相比之下,理想的策略是使测点分布密度随曲面曲率的增减而相应变化——曲率大处测点加密,曲率小处测点稀疏。这种方式能更有效地捕捉曲面的几何细节,实现测点的智能自适应分布。
曲面形状检测采用“几何分解方法”,其核心思想是,采用“曲面-曲线-点集-测点集”的分解顺序,实现从曲面到测点集的分解及曲面的评价分析。
2.1.打点测量(触发测头CP100T)
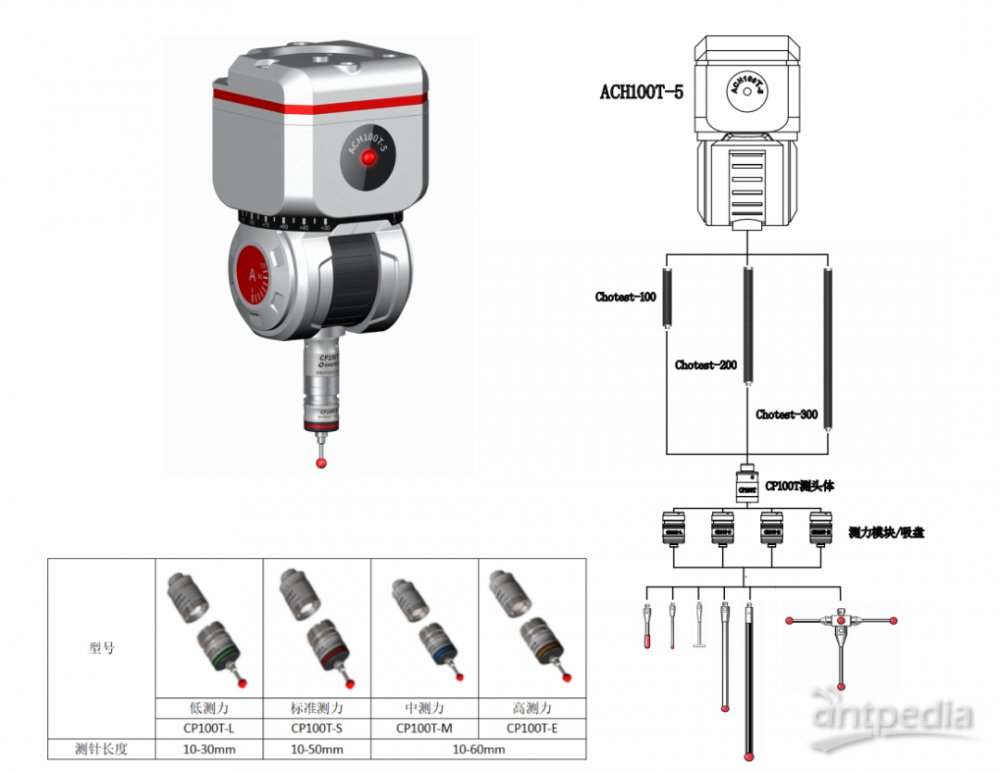
打点触发式测量通过人工操作或计算机控制,驱动测头逐点探测被测物体表面。属于触发式开关测头,是三坐标测量机中使用最多的测量模式。
PowerDMIS在模型上规划测点,采用逐点测量来完成整个曲面的测量。
2.2.扫描测量(扫描测头CP500S)

连续扫描式测量是一种测头沿被测工件表面以预设速率运动,并自动采集测量数据的测量模式。其最大特点是数据采集率高,可在短时间内获取工件表面的大量数据。
按照“曲面→曲线→点集”的分解逻辑,可将曲面测量转化为对若干曲线的测量。扫描速度与扫描精度有一定关系,扫描速度越快,精度越低。常用红宝石测头(硬度高、磨损小),根据曲面曲率选择探针直径(小曲率用小直径探针,避免测头“过切”);长探针需考虑刚性,避免变形。
三、面轮廓度评价标准
面轮廓检测,使用扫描测头CP500S获取大量的实测数据点还原工件加工状态精度揭示制造微偏差,PowerDMIS软件可精准、快速、直观地获取评价结果。
带基准轮廓度的评价要求:被测表面的所有点,在基准体系所确定的理论位置和方向约束下,必须同时落在理论轮廓公差带内。
曲面进行扫描测量时,误差评定方法主要有两种评定标准:
(1)最小二乘法,这是以往应用较为广泛的一种方法。
(2)最小区域评定法,这是当前国际上要求推广采用的方法。
三坐标测量时,其轮廓度评价和计算方式只有一种,这就是将其点坐标值与理论轮廓坐标值进行比较后,取其偏差值最大的绝对值的两倍作为该面的轮廓度测量结果。
一般在触发式测头测量曲面轮廓度时,测量N个点后构造特征组评价面轮廓度,计算每个点和理论值的偏差。
面轮廓度的计算公式根据ISO标准(GB/T国家标准)为提取面轮廓上的点到拟合面轮廓的最大距离的2倍。
面轮廓度计算的核心公式:
根据ISO标准(GBT 1958-2017 产品几何技术规范(GPS) 几何公差 检测与验证),线轮廓度误差值的计算公式为:
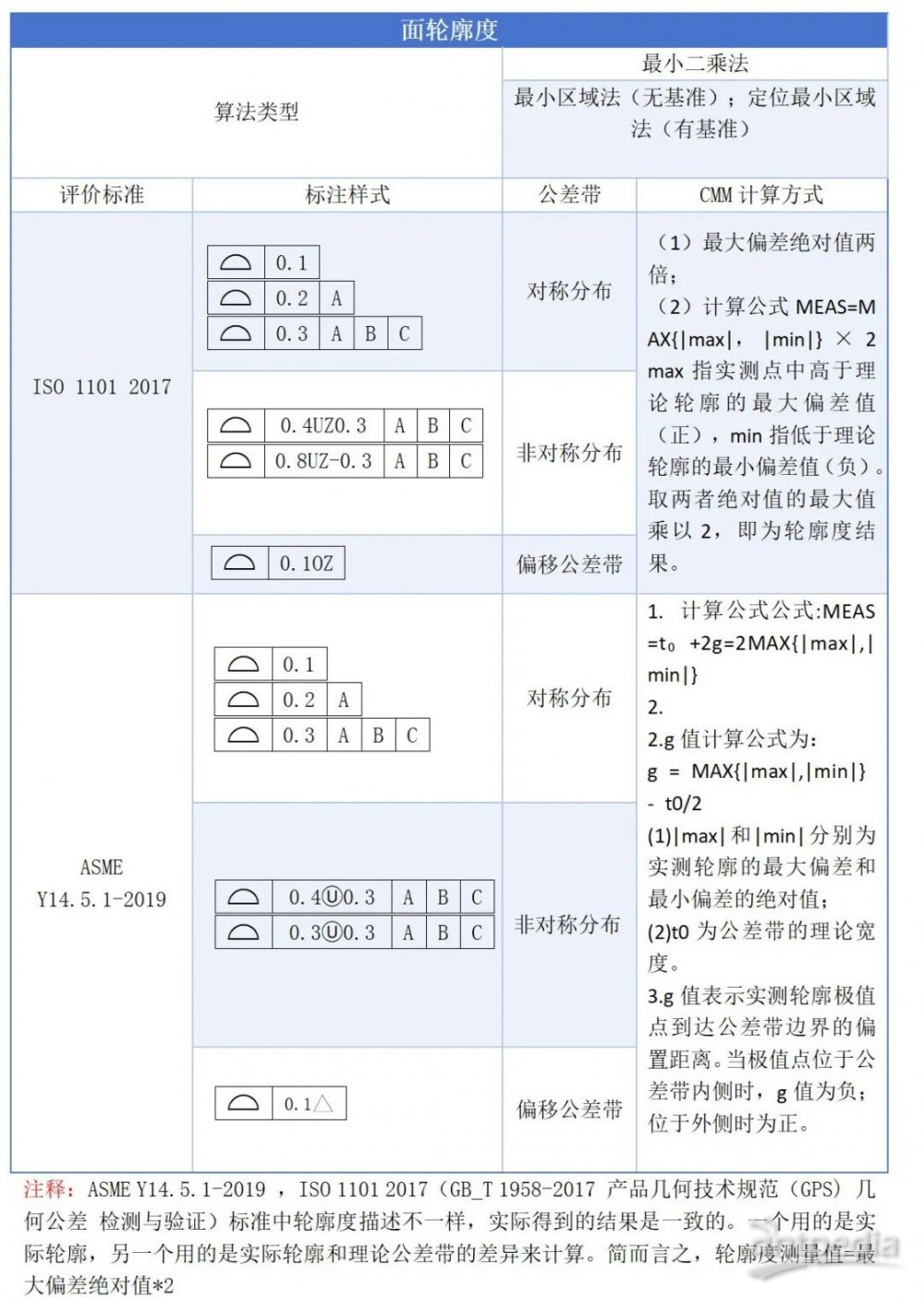
测量值=最大偏差绝对值 × 2(MEAS = MAX{|max|, |min|} × 2)
其中,最大偏差指提取面轮廓上的点到理论(拟合)面轮廓的最大距离。

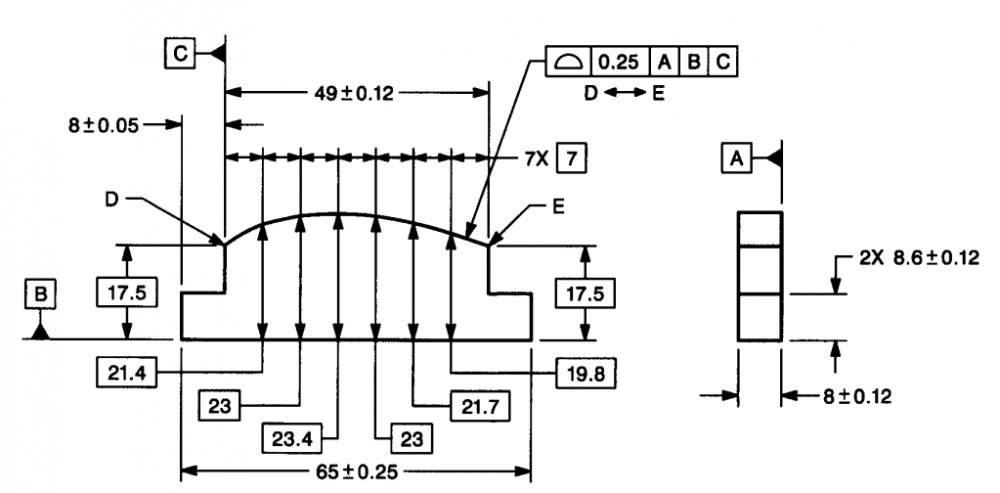
3.1.关于非对称轮廓ISO UZ和ASME Ⓤ区别
ASME-Y14.5符用Ⓤ,ISO-GPS用UZ,关键的区别是符号后边数值的含义,ASME指的是公差带的外边界和理论轮廓的偏移,而ISO指的是公差带的中心和理论轮廓的偏移。
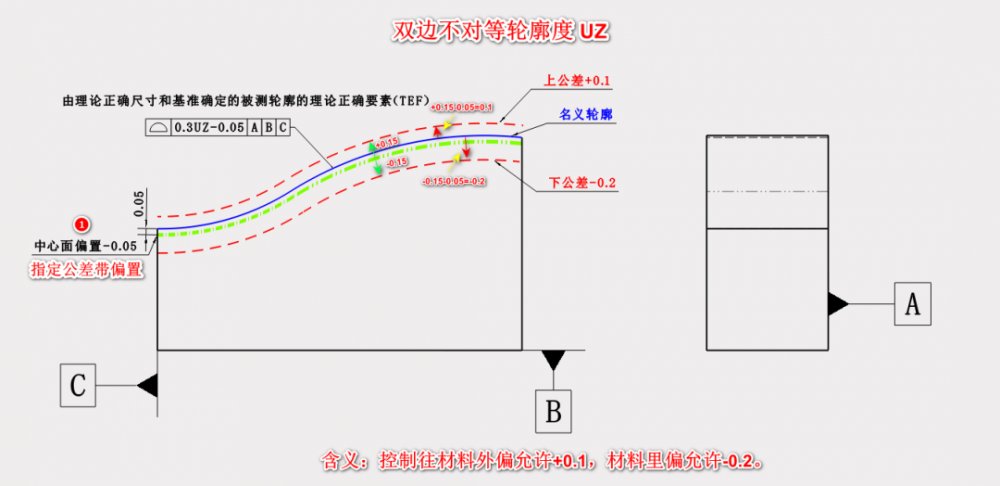
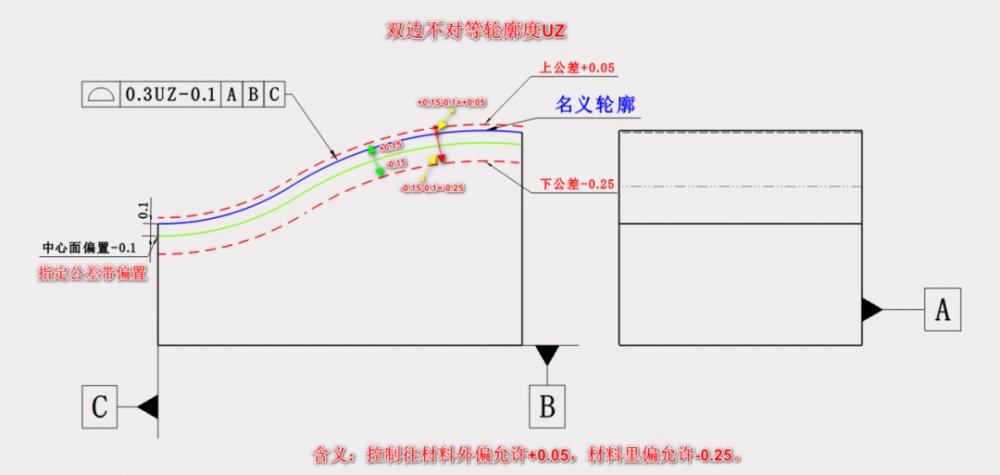
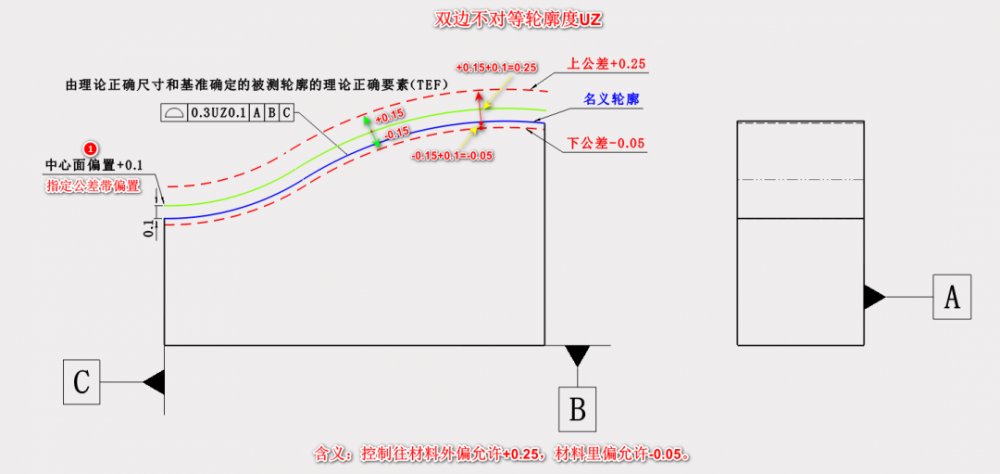
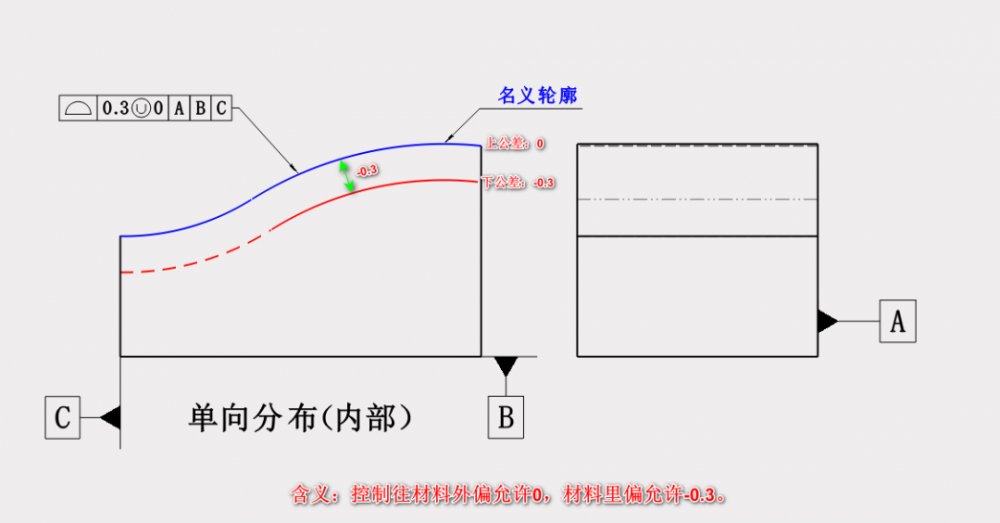
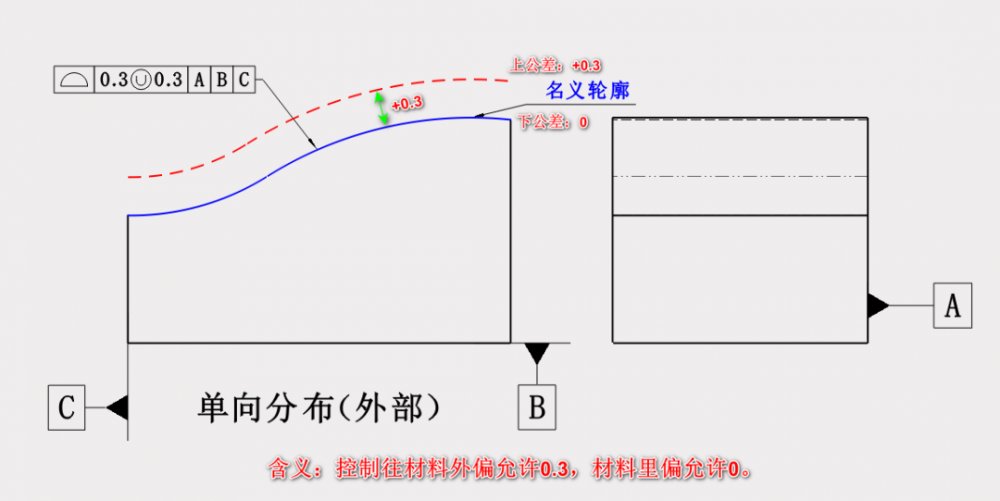
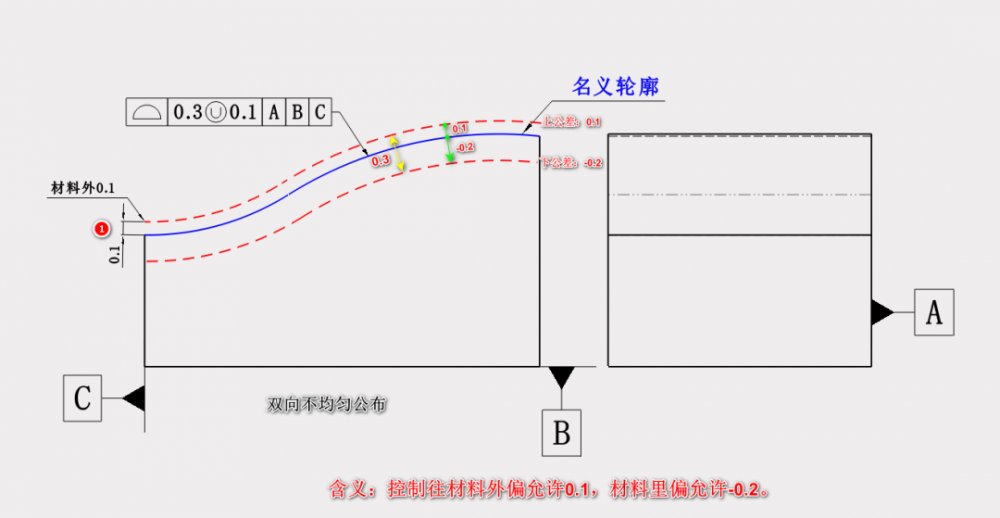
(1)ISO:UZ是一种特殊的公差带分布,指定公差带偏置,双边不对等轮廓度。
UZ后可正可负非0
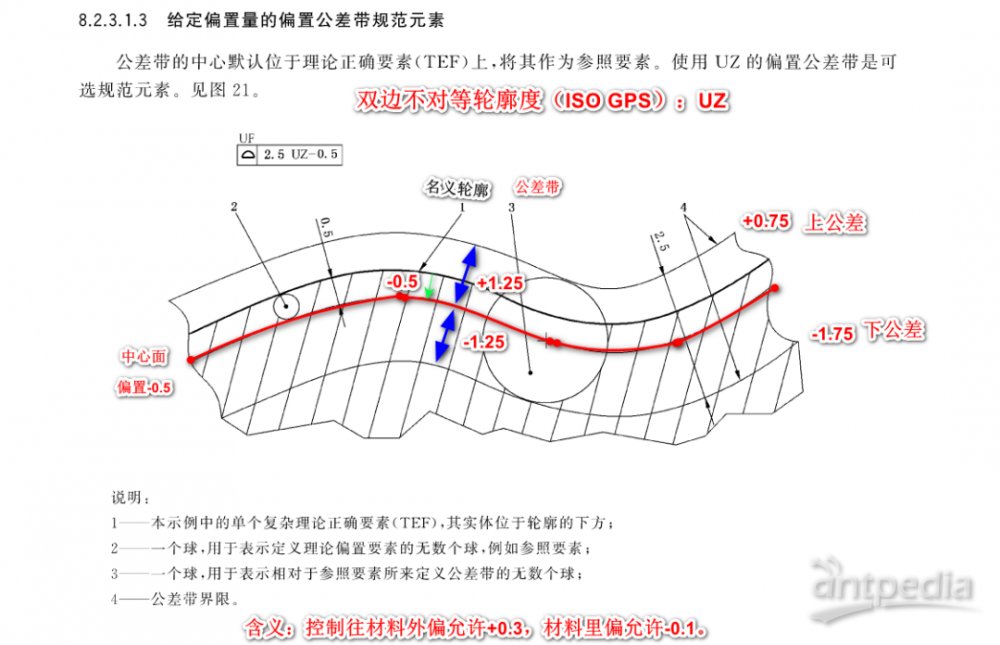
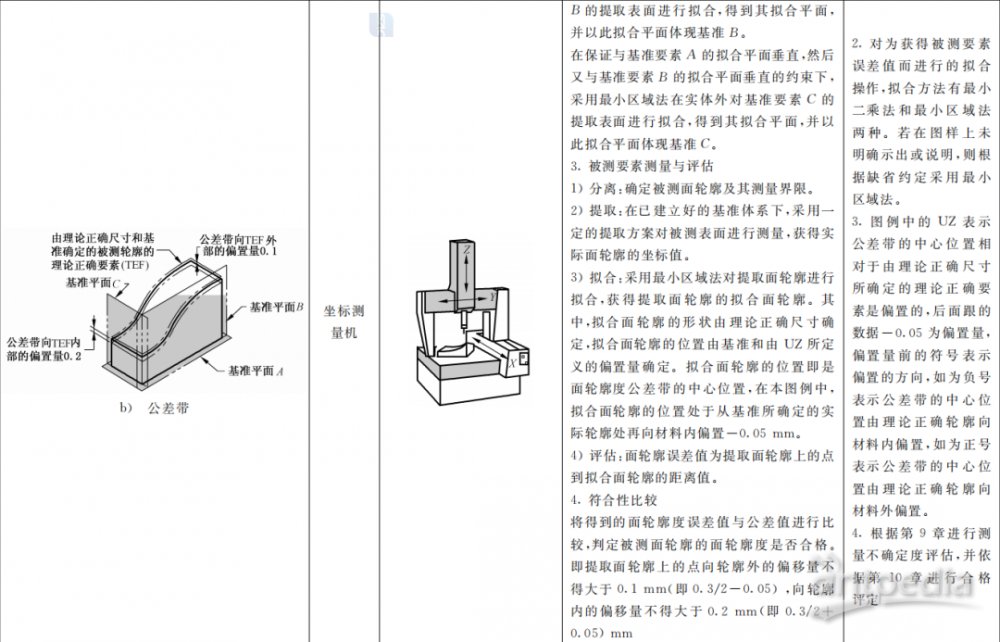
UZ后面的数字表示公差带中心相对理论轮廓先向材料外面偏移UZ后面的数字(如果是负数,表示向材料里面偏移),得到一个新的轮廓度中心如下图中的点划线,最后相对新公差带中心对称分布得到一个公差带,实际表面要包在公差带里。

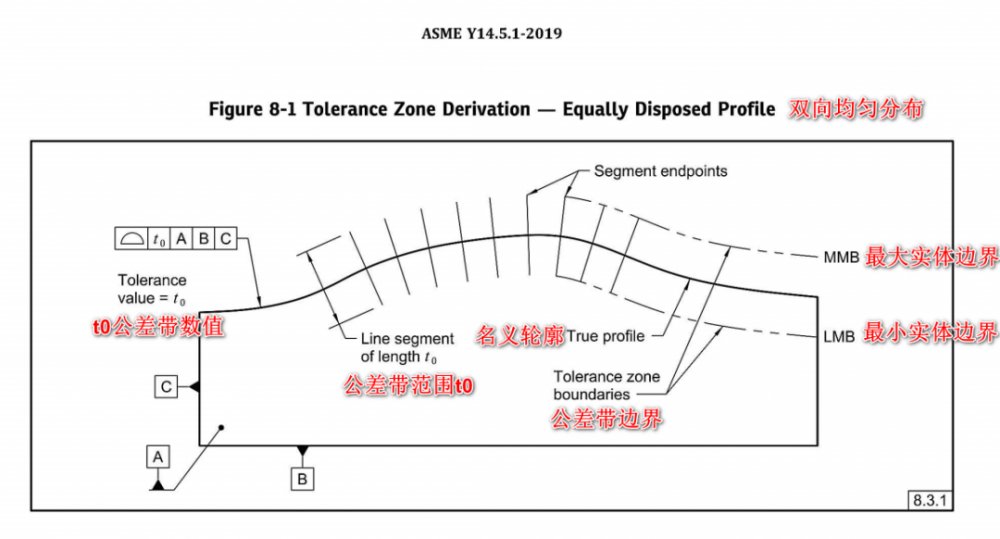
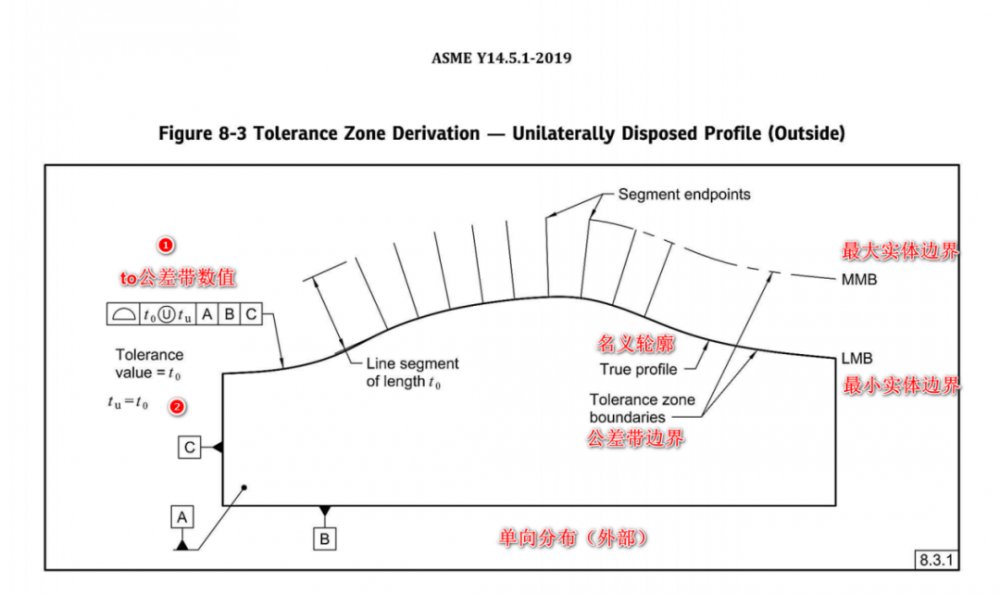
(2)ASME:非均匀分布轮廓U圈
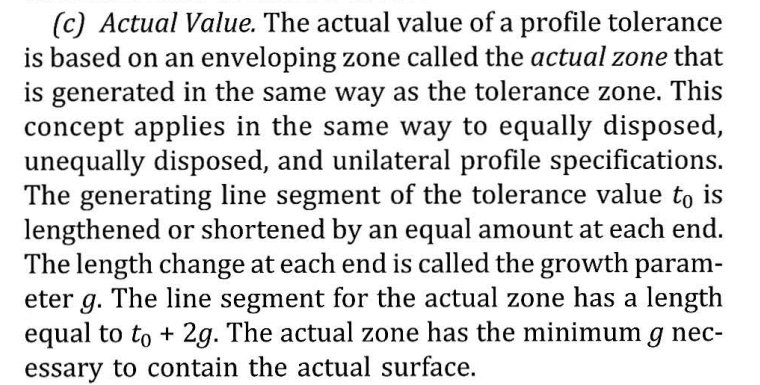
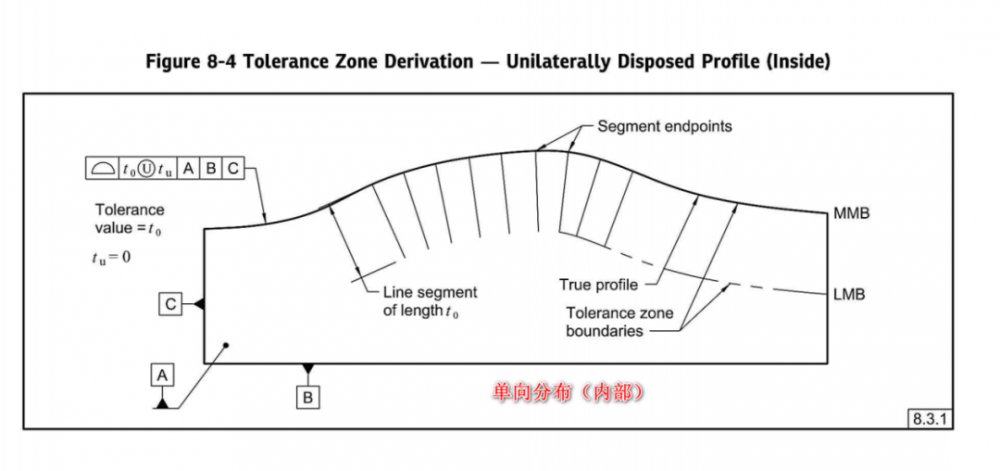
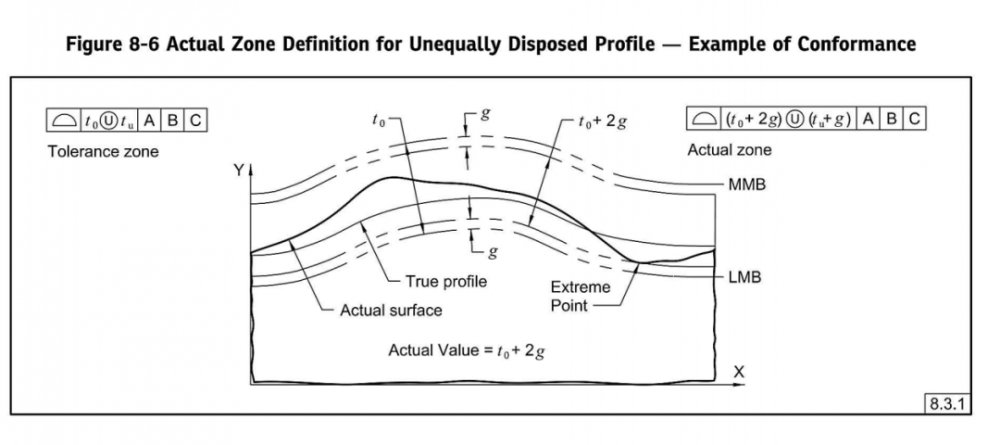
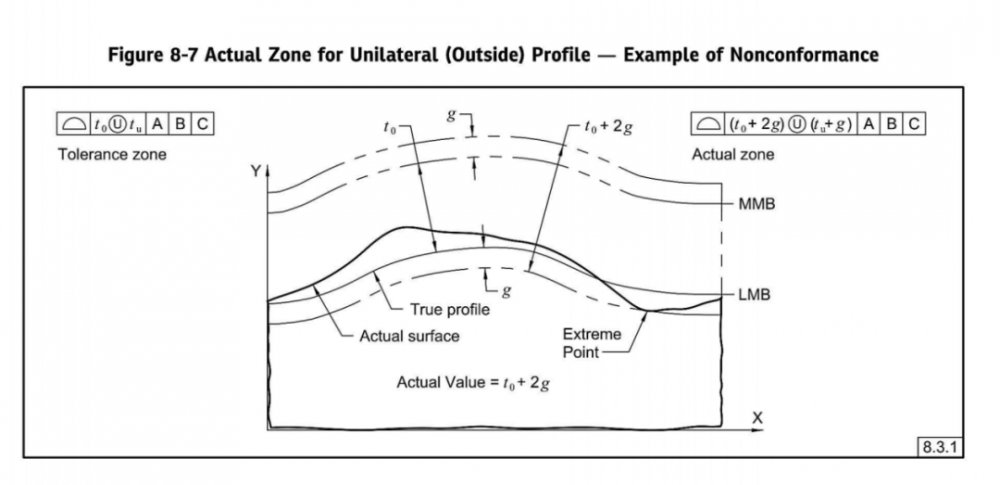
ASME Y14.5.1-2019 轮廓度释义:P46 (c)
轮廓度测量原理在标准ASME Y14.5.1中定义的很清楚,轮廓度的实测值等于实际包容区域的宽度,实际包容区域就是把实际表面包住的最小区域,实际包容区域是由轮廓度公差带相对理论轮廓同时伸缩而形成的。实际包容区域的宽度a=t0+2g, 其中t0是轮廓度公差值即公差带宽度,g是伸缩量即增长参数。如果实际包容区域大于公差带(实测值大于允许值)g是正数,如果实际包容区域小于公差带(实测值小于允许值)g是负数。
检验报告的实测数据为:t0 + 2g(无论什么场合)




U后面数值必须小于或等于前面,且必须是正数。
注释:ASME Y14.5-2019,ISO 1101 2017 标准中轮廓度描述不一样,实际得到的结果是一致的。一个用的是实际轮廓,另一个用的是实际轮廓和理论公差带的差异来计算。简而言之,轮廓度测量值=最大偏差绝对值*2
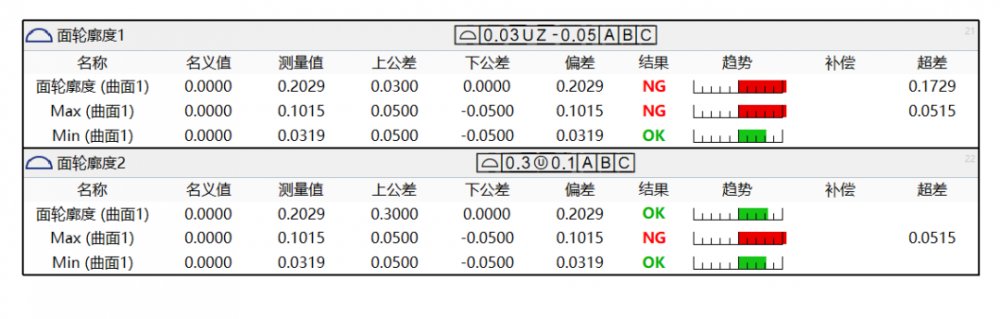
3.2.ISO 1101 2017和ASME Y14.5 2018报告:
ISO 1101和Y14.5 2018评价结果中,公差带均无负公差。
ISO评价结果使用偏差最大值的2倍输出报告,ASME评价结果同样使用偏差最大值的2倍输出结果。这个结果符合规范定义要求,并且评价结果正确。
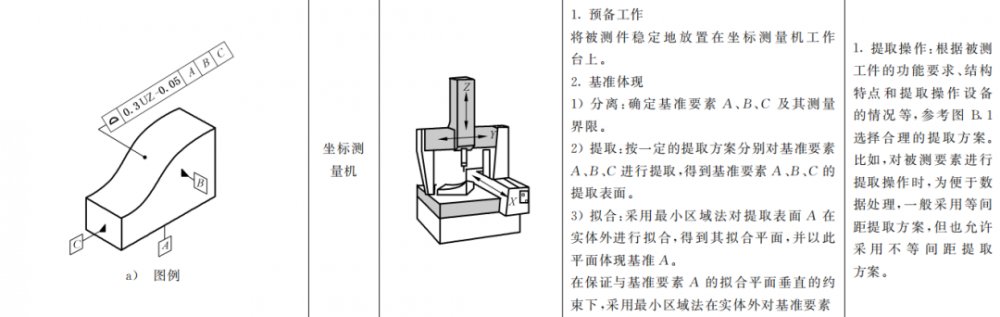
![]()
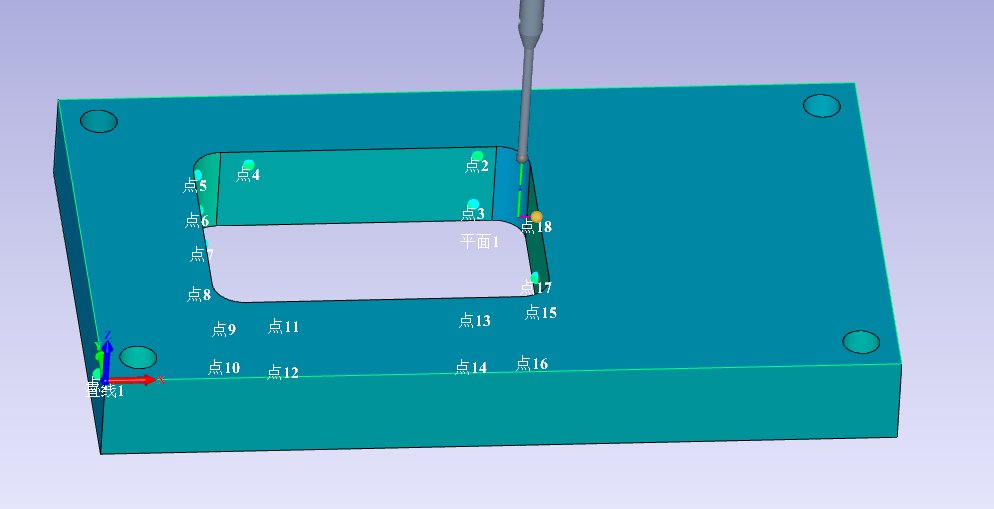
四、PowerDMIS面轮廓度评价
PowerDMIS软件符合ISO 1101 2017和ASME Y14.5.1-2019 标准的形位公差评价。
PowerDMIS GDT评价,用户只需按着图纸标注填空即可,完全不需人为拆解形位公差标注的含义。
面轮廓度公差带定义为一系列直径等于公差值的球的包络区域,且所有球的球心须位于理论正确几何形状的理想轮廓上,因此其测量需基于三维模型定义。
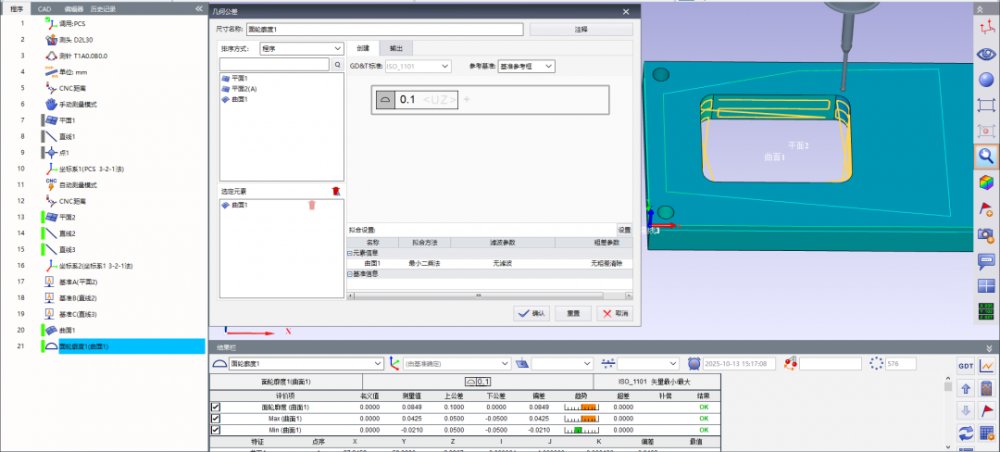
4.1.不带基准的轮廓度
轮廓度只约束表面的形状,并不约束表面的位置。
无基准面轮廓度:以理想轮廓面的最佳拟合坐标系为基准(通过迭代法将实测点与理论模型对齐,最小化整体偏差)。
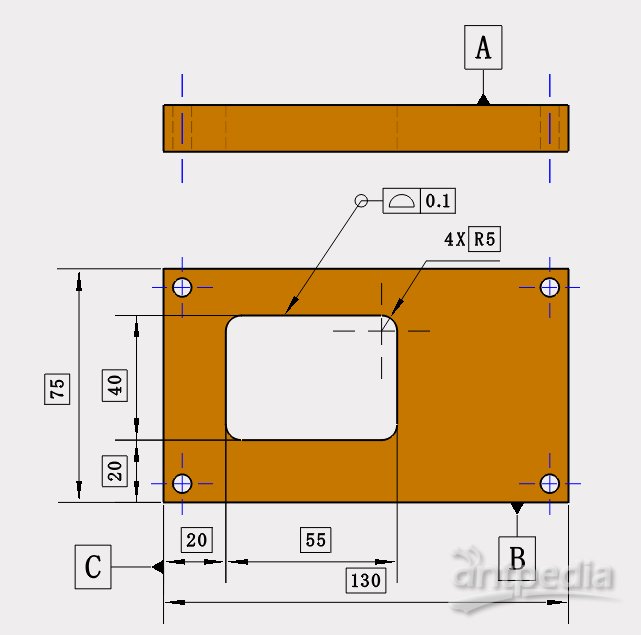
上图,面轮廓度不带基准为形状公差,要求被测轮廓上的点必须位于直径为0.1的包络面区域内,且球心位于理论正确几何形状上。实际测量中需确保被测轮廓面完全包含在包络面区域内,且理论形状与实际形状的偏差需对称分布。
无基准要求的面轮廓度允许被测元素在空间中进行自由(最佳)拟合,仅评定其实际轮廓相对于理想轮廓的形状偏差,该偏差被最小化。
A.触发测头CP100T
对于触发测头测量曲面轮廓度时,测量N个点后构造特征组评价轮廓度,计算每个点和理论值的偏差。
在被测轮廓的特征上选取若干测量点,多点构造特征组,评价面轮廓。

无基准轮廓度评价,通过拟合17个点整体拟合到理论轮廓,进而计算每个点与理论轮廓的偏差,并采用矢量最大最小偏差值来得出轮廓度值(计算最大偏差的2倍)。

B.扫描测头CP500S
对于扫描测头,可以直接用扫描功能扫描曲面,用于评价轮廓度。
无基准轮廓度:测量曲面特征后,经拟合计算最大/最小偏差,得整体轮廓度值。

(2)带基准的轮廓度
同时约束曲面的形状和位置。测量时,需要保证每个点在基准建立坐标系的绝对坐标值在轮廓度公差值之内。
示例一:
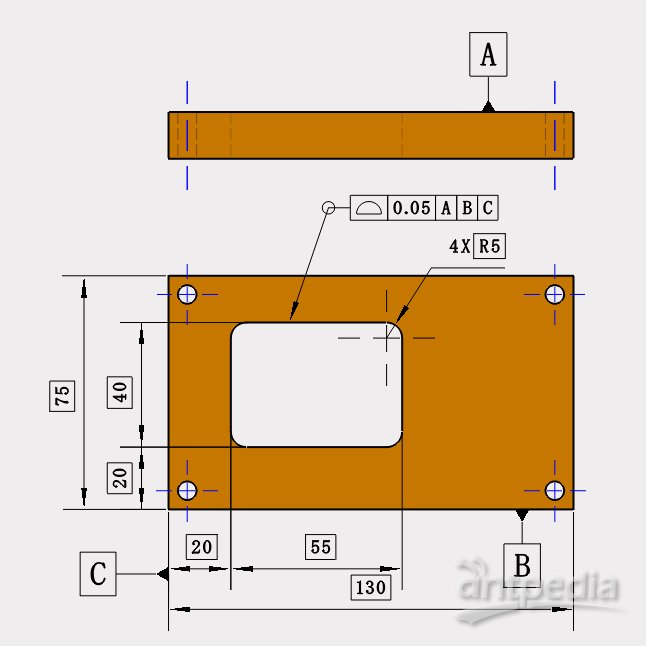
面轮廓检测:上图被测轮廓上的点必须位于直径为0.05的包络面区域,并且球心必须位于理论轮廓面上,实际轮廓整体都由实际测量基准ABC固定(位置误差)。
有基准轮廓度评价,基准确定具体位置,再计算点与理论轮廓的偏差,得出每个点的偏差值以决定轮廓度。

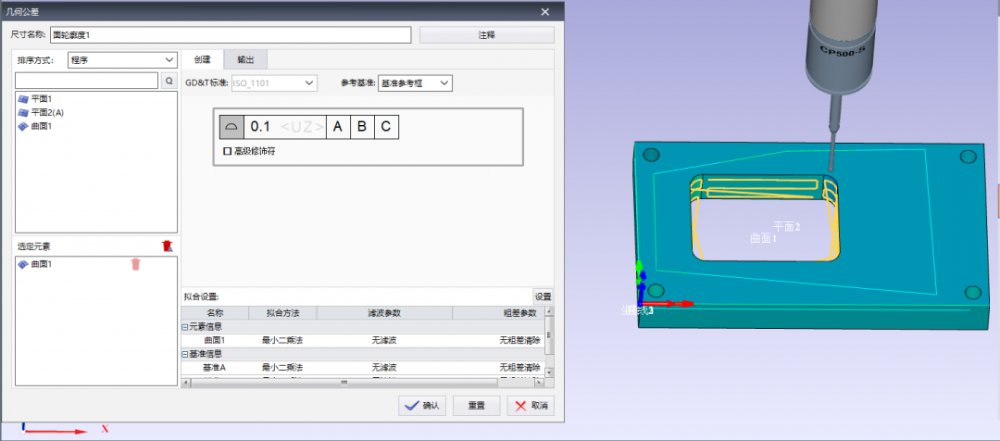
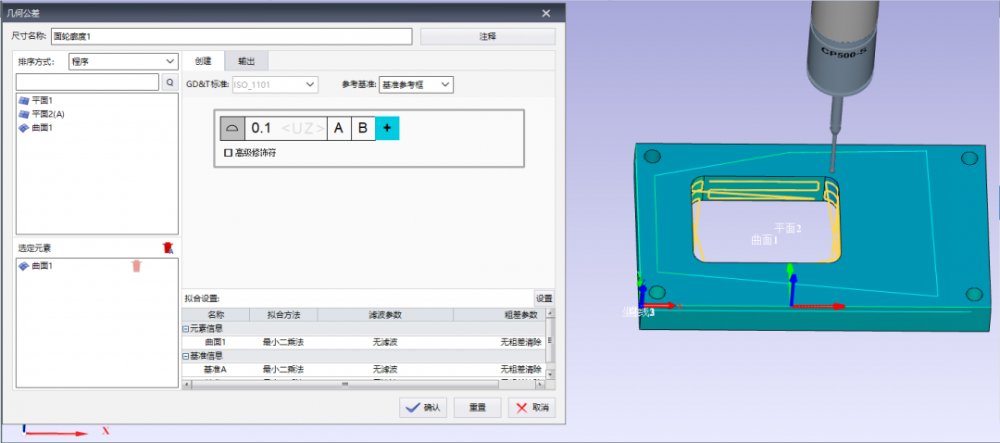
示例二:

面轮廓检测:上图被测轮廓上的点必须位于直径为0.1的包络面区域,并且球心必须位于理论轮廓面上,实际轮廓整理由实际测量的基准AB固定部分,实际轮廓整体左右可以平移(形状和位置)。

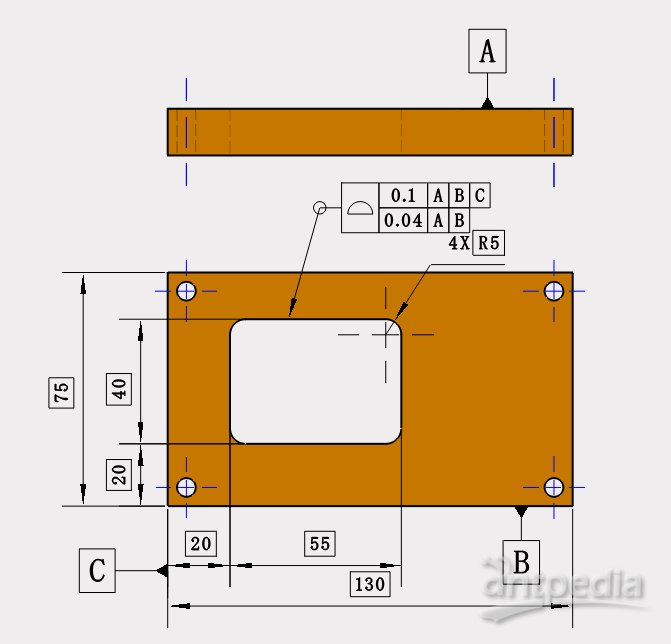
(3)复合面轮廓度(美标ASME Y14.5—2019)
复合面轮廓度公差是对同一被测要素用两个框格表示不同的轮廓度要求,上框格的轮廓度为被测轮廓相对于基准体系的要求,下框格为被测轮廓对某一基准的进一步要求.这两项要求必须同时满足。
上、下框格的轮廓度要求都合格,那么产品才符合图纸标注。
示例一:

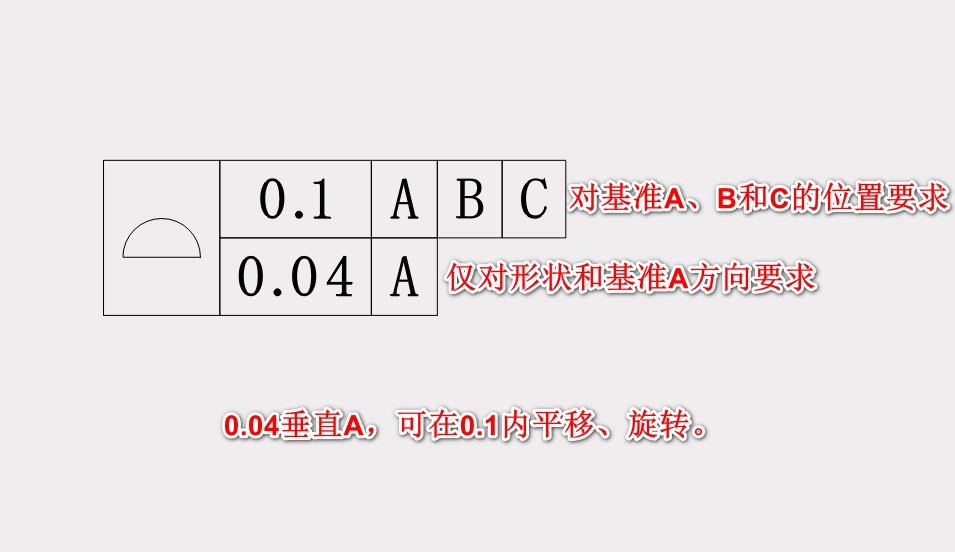
下格0.04公差带在垂直A(方向约束)的前提下,可在上格0.1的公差带中上下、左右平移和旋转。
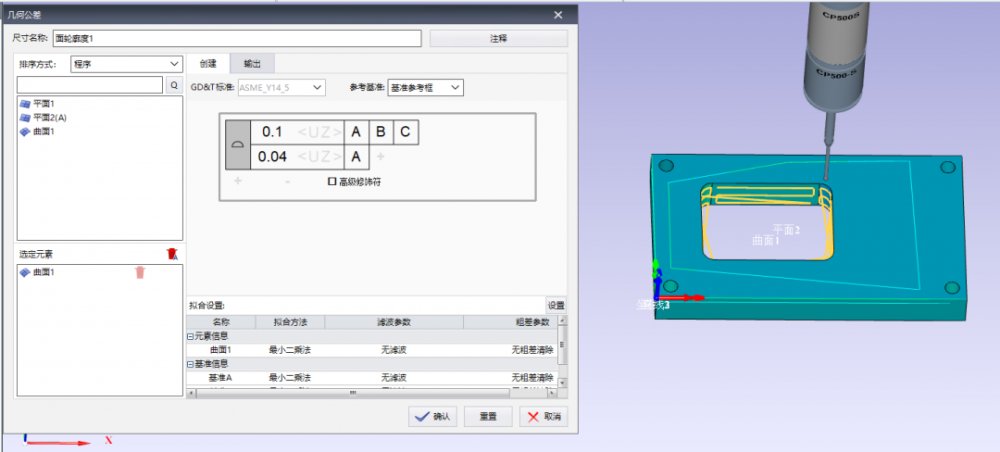

示例二:








02-02 瑞莱谱医疗
课表一览 | 2026哈希技术培训强势焕新,精准赋能,驾驭未来02-02 哈希公司
04_高分辨质谱不要只盯质量精度,即使质量精度低于 1 ppm 仍不足以确定未知物的分子式02-02 绿绵科技
中奖公布|微官网宠粉留言获奖名单揭晓01-30 珀金埃尔默
默存课堂 | QSight三重四极杆液质联用系统全方位应对食品中PFAS的分析01-30 珀金埃尔默
Arrayjet生物芯片点样仪可助力适配体小分子靶点的高通量筛选01-30 环亚生物
ArrayJet生物芯片点样仪助力流感型肺炎靶点筛选01-30
ArrayJet生物芯片点样仪助力SARS-CoV-2与甲型流感病毒感染的体液免疫差异化研究01-30
ArrayJet高通量生物芯片点样仪协助海洋病原微生物快速检测方法的建立01-30
美诺商用“小巨人”系列 商用洗衣新标杆01-30
新品发布 | 安东帕发布全球首款无汞式孔径分析仪PoreMaster eGaIn加注站,开启绿色实验室新篇章01-30 Anton Paar China
标准解读 | 布拉本德Farinograph 粉质仪国家标准及国际标准中的测试方法解读01-30 Anton Paar China
双重福利 | 国科仪器启航“SAXS/XRD系列仪器免费测样”专项活动01-29
氘代成像(DMI)给肿瘤贴上标签——让化疗疗效“看得见”01-29 核磁同位素学社
基于扫描电子显微镜(SEM)的法医学分析:枪击残留物及其他物证01-29 牛津仪器
全流程一体化多农残筛查解决方案01-29 飞飞
一次进样,同时搞定靶向 + 非靶向 代谢组学!01-29 飞飞
【中国药典案例】HPLC-ELSD检测安宫止血丸01-29 Unimicro
北京友谊医院合作成果:高内涵成像揭示溶瘤病毒治疗乳腺癌、下咽癌类器官精准新策略01-29 沙蕊
酶标仪长时间动力学读板模式助力微生物生长监测01-29 美谷分子仪器