Acta Materialia|鲁汶大学成果:原位 4D CT 成像在复合材料制备工艺中的应用
2025-04-24 15:47:18, TESCAN中国 TESCAN 泰思肯(中国)

点击上方“TESCAN公司”关注我们吧

客户成果
长按识码
了解详情

比利时鲁汶大学的X射线CT成像设施中心近期取得了显著成果。借助TESCAN UniTOM XL设备,研究人员在工程学、地球科学和生命科学领域开展了前沿研究。该机构近期发表了多篇关于纤维增强聚合物复合材料的文章,其研究成果正被用于提升产品质量、降低生产成本,并增强纤维增强聚合物的耐用性。这类材料因其兼具高强度与低重量的特性,在汽车、航空和可再生能源等领域得到了广泛应用。其中一篇名为“4D-XCT monitoring of void formation in thick methacrylic composites produced by infusion”的文章发表在《Acta Materialia》,通过采用时间分辨原位动态X射线CT成像,为理解这些材料的行为提供了独到的视角。
关于鲁汶大学
向下滑动查看所有内容
正文
近年来,随着复合材料在航空、汽车、能源等领域的广泛应用,其内部微结构、界面相互作用及损伤演化过程成为研究焦点。然而,由于复合材料内部结构复杂且非均质性,传统检测手段难以全方位揭示其力学行为及失效机制。
在液态成型工艺制备纤维增强聚合物复合材料过程中产生的孔隙问题,一直是复合材料研发领域长期存在的难题。这一现象不仅涉及多种孔隙形成机制的共同作用,这些缺陷更会在制造过程中持续累积和扩展。只有在明确孔隙产生的根本原因后,才能针对性地采取缓解措施——而单纯事后表征是无法做到这一点的。
TESCAN 的 micro-CT 设备,通过原位动态4D成像技术,为科研人员提供了一种全新的、非破坏性的观察手段,从而实现了对复合材料内部结构和动态演化过程的实时监控和高精度量化分析。本研究创新性地采用 TESCAN UniTOM XL 实验室X射线计算机断层扫描技术(XCT),对通过真空灌注并在原位聚合制备的微型玻璃纤维增强热塑性聚合物复合材料样品进行了动态监测。该方法可在树脂于纤维预成型体内聚合并冷却的过程中,完整记录孔隙形态的演变。借助约 2 分钟的时间分辨率和近 20 µm 的体素尺寸,这项首创的 XCT 实验揭示了孔隙体积分数、孔隙尺寸及其空间分布的演变规律。
研究发现
研究体系内孔隙形成的根本成因,主要源于预制体浸润阶段的流动诱导空气夹带,以及更为显著的树脂聚合收缩效应。此外,预制体冷却阶段的热收缩效应会引发孔隙体积分数的微量下降。
背景介绍
液态成型工艺制备的纤维增强聚合物复合材料中通常会存在孔隙,这些孔隙可能损害结构部件的力学性能。虽然无法完全避免孔隙的产生,但可以通过采取缓解措施来控制主要的孔隙来源。开发防孔隙策略需要深刻理解特定制造工艺中孔隙形成机制的根本原因。针对复合材料中孔隙的事后分析已有多种表征方法,例如 X 射线计算机断层成像(XCT)、抛光截面显微镜分析、热成像或超声检测。然而,要明确孔隙形成的根本来源仍然十分困难。当多个机制共同作用于孔隙的成核、增长和迁移过程时,事后表征方法无法分离各个现象的贡献,也无法重建事件的时间顺序。
X射线CT成像 可通过“原位(in-situ)”或“非原位(ex-situ)”两种方案来监测复合材料中的孔隙形成。在非原位方法中,复合材料样品在扫描仪之外制备,需定期中断制造过程以提取样品并进行 X射线CT成像 表征。多位学者使用非原位方法研究了环氧基碳纤维预浸料的非自密实固化过程中的孔隙形成。这些层板在扫描仪外完成部分固化、冷却以阻止进一步交联、尺寸缩减后,才进行 X射线CT成像 扫描。异位方法的缺点在于只能获取中断时刻的结构信息,无法捕捉相邻步骤之间的变化,也难以确定快速孔隙形成过程中的冷却速率。
另一方面,动态原位技术,即在 XCT 扫描仪内进行不间断加工并同步采集数据,能够实时观察微观结构演变,包括复合材料中的空隙生成。此类扫描通常称为“动态4D XCT”,将时间视为第四维。近期也有多项实验室级四维 XCT 实验聚焦于复合材料中除空隙外的微观结构变化,但大多采用“阶梯式”而非“动态”采集,即需在各阶段暂停加工以扫描,例如在施加增量荷载后维持恒载并扫描,再继续加载,而这意味着实验被中断,而且对于某些连续变化过程无法被中断的则无法使用。
新方法
本研究致力于开发了一种基于实验室 XCT 的新方法,用于在厚度超过 2cm 的玻璃纤维增强聚合物复合材料的真空注入与固化过程中,原位动态监测空隙的生成。
原位实验设置
本研究所有CT成像在 KU Leuven X射线CT成像设备均采用 KU Leuven – Core Facility.的 230 kV/300 W TESCAN UniTOM XL 系统上进行,得益于TESCAN 原位CT套件的硬件接口和滑环接口平台,可以在设备内部直接集成和控制定制的真空灌注原位装置。


点击图片看大图
左图:安装在 X射线CT成像 中的原位装置的 3D 视图。红色矩形表示瓶坯位置。
右图:原位装置安装到 XCT 后的正视图(左图)和背视图(右图)。
将单体配方与 1.5 份引发剂按百份比混合,机械搅拌 5 分钟后在 100 mbar 下脱气 1 分钟。添加引发剂的时刻定义为 t0。t0 至 t0 + 8 分钟内,将树脂容器固定于 XCT 内专用支架中。在 200 mbar 真空和室温条件下进行注入,约在 t0 + 10 分钟完成预成型体的完全填充,此时关闭树脂进口和真空阀门。动态原位扫描在 t0 + 12 分钟左右启动,同时开启温度控制器。将样品从初始室温(约 30°C)加热至 80°C,加热速率约 7°C/min,并保持该温度直至预成型体表面出现温度峰值,指示聚合反应完成。随后自然冷却至约 40°C,结束动态扫描后进行最终静态扫描。
X射线CT的采集使用两种采集模式:连续动态4D CT数据采集和静态3D采集,动态扫描覆盖注入后聚合和冷却阶段,静态扫描用于样品最终状态的高分辨表征。
原位CT数据分析
样品加工过程中的截面图像
从动态扫描的 60 个重建时间序列中,提取截取x–z 截面图像,如图 2 所示。材料不同相位(纤维、树脂、孔隙)在图中呈现不同灰度:玻璃纤维束为浅灰色,树脂为深灰色,孔隙为黑色。图中红色矩形标记出相较于前一时间序列显著变化的区域,并以箭头高亮显示孔隙形态或尺寸的演变。
图 2 显示时间序列 1 和 2 只有极少随机分布的孔隙;时间序列 2 至 8(约前 30 分钟)为主要孔隙生成/增长阶段。孔隙仅出现在相邻瓷层之间或同一层内纤维束之间,最小尺寸在数百微米量级。孔隙首先在靠近模具的底部层析出并沿 z 轴逐步增大(图 2 序列 3–4),随后在上层继续增长,直到序列8 后表面孔隙图案稳定。

点击图片看大图
图2: 从时间步骤 1 至 60 的动态采集中提取的 y = w/2 时的 xz的重建切片
样品加工过程中的孔隙度演变
对动态扫描的每个时间序列,计算样品体积内的空隙平均体积分数 Φ(即孔隙度),剔除加热板干扰后得到图 3 中 Φ 随实验时间和时间序列的演变。初始时间序列 1 的 Φ ≈ 0.2%,表明注入前样品已存在少量空隙;Φ 在时间序列 1 至 8 从 ≈0.2% 连续上升至 ≈1.5%;在冷却完成后的时间序列 51(代表最终状态)可观察到轻微下降至 ≈1.35%。
图 3 同时给出样品表面温度 Tsurface 随时间的变化,可见聚合阶段(约前 9 个时间序列) T_surface 与 Φ 同步快速上升,均在 ≈30 min 达到峰值后进入冷却阶段,进一步验证二者的直接关联。

点击图片看大图
图3: 相关体积上平均孔隙率 Φ 的变化以及表面温度 Tsurface 的变化与实验时间和动态采集中相应时间步长的函数关系。此外,还展示了动态采集过程中时间序列 1(左上)和时间序列 8(右上)产生的空隙图案的三维体积渲染图。
样品加工过程中的空隙尺寸演变
通过 3D 局部厚度(Local Thickness, LT)分析,对每个动态时间序列的空隙尺寸分布进行表征。LT 分析通过在空隙内部拟合尽可能大的球体来衡量尺寸,具有对噪声较低敏感性的优点。
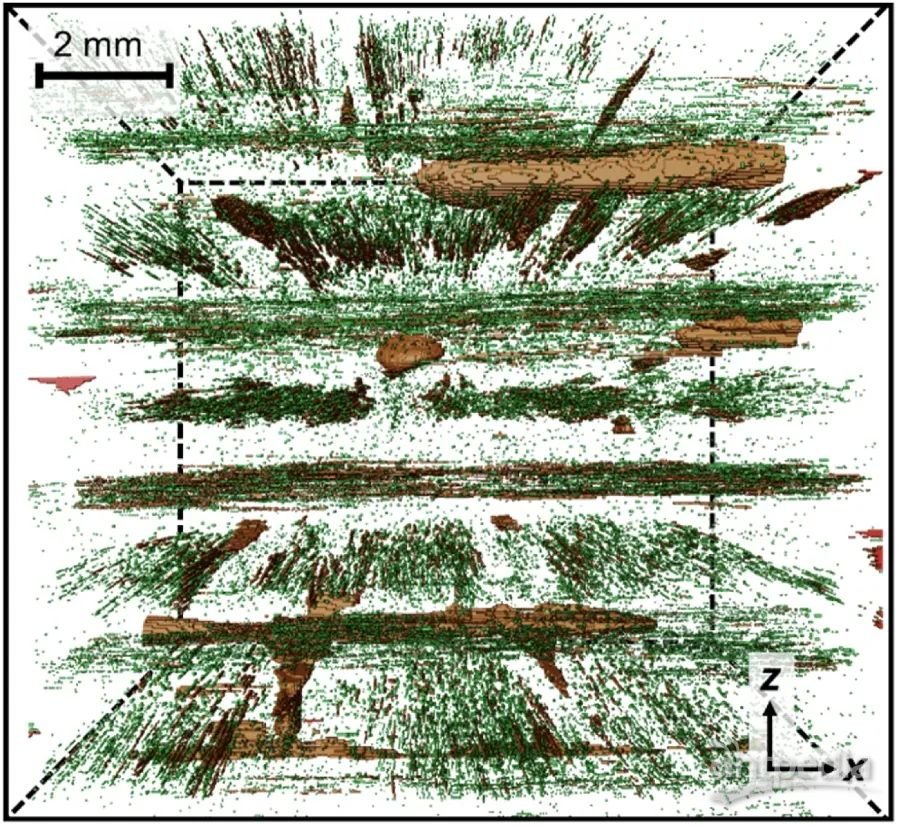
图 4 显示时间序列 1、5、8 和 51 的 LT 分布。随着 Φ 增大,LT 分布强度在时间序列 1 至 8 上升,并在时间序列 8 至 51 间略有降低。LT 范围在 50–800 µm 之间保持不变。LT 分布中可区分两类空隙:LT ≲500 µm 对应层间空隙(橙框),LT ≳500 µm 对应层内纤维束之间的 V 形空隙(红框),并可在体渲染中观察它们的部分或完全聚合。
时间序列 8 与 51 比较显示空隙总体积于冷却过程中略微(≈8.1%)下降,与孔隙度下降(≈9.6%)趋势一致。

图4: 空隙类型及尺寸分布:
(a) 针对时步 1、5、8 和 51 所捕获空隙进行局部厚度(Local Thickness)分析,橙色和红色框分别标示层间空隙(inter‑ply voids)与纤维束间空隙(inter‑tow voids)群;
(b) x–z 平面二维截面图,使用相同颜色的框示例展示上述两类空隙的典型形貌。
动态扫描不确定性评估
为验证动态模式的准确性,将动态扫描时步 51(冷却完成)与静态高分辨扫描的 LT 分布进行比较(图 5)。二者曲线整体相似,虽在 150–400 µm 范围动态扫描略高,在 400–550 µm 范围略低,但均在可接受范围内,说明动态模式可较好捕捉空隙尺寸分布。
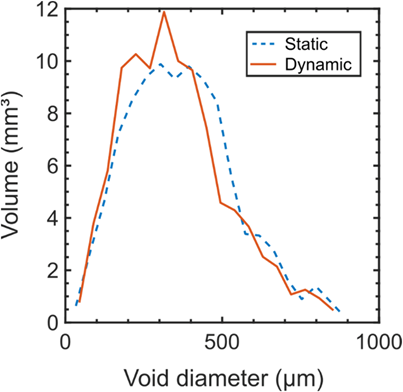
图5:动态扫描(时间步长 51)与静态扫描对比得出的冷却后空隙局部厚度分析。
结论与展望
本研究首次提出并验证了一种基于实验室级 X射线CT成像 的 4D 原位监测方法,用于在真空注入及原位聚合过程中实时跟踪复合材料空隙形成与演化。主要结论包括:
设计并制造了满足 XCT 原位注入需求的微型加热注入装置;
通过动态和静态 X射线CT成像 成像,成功定量表征了复合预成型体在聚合与冷却过程中的空隙成核、增长与聚合行为;
确定化学收缩为该系统空隙形成的主因,且冷却阶段的热收缩对孔隙度具有次要影响。
该方法的空间(≈20 µm 体素)与时间(≈2.25 min)分辨率为复合材料加工表征提供了新视角。
文中最后总结
基于实验室的 X射线CT 系统存在技术限制,这使得难以同时进行高空间分辨率和时间分辨率的动态实验。
在这项工作中,我们能找到的最佳权衡时间分辨率和空间分辨率:扫描时间为 2 分 15 秒,体素边缘尺寸为 22μm。
虽然使用同步加速器 X 射线光源肯定有助于克服这些限制,但这反过来也会带来一些新的挑战:
首先,视野会缩小,从而降低捕获多个空隙形成事件的可能性。
其次,同步加速器源的高光度肯定会引起装置的自热,这在 Elium® 的情况下可能会导致单体沸腾和随后的空隙形成。
/ END

论文全文见: 4D-XCT monitoring of void formation in thick methacrylic composites produced by infusion – (ScienceDirect). – DOI: https://doi.org/10.1016/j.actamat.2024.120449
有关鲁汶工程大学 XCT 核心设施正在进行的研究的更多信息,请访问 https://kuleuven.xct.be/。
联系

我们
TESCAN 显微CT官网
info.tescan.com/micro-ct

点击#话题,查看历史文章,
点击“阅读原文”,
了解更多客户成果!
04-22
CCMT2026开展即高能 | Equator-X™ 双模式测量仪引爆全场04-21
告别预测偏差!Percepta自建专属训练库,pKa预测更准更快04-21 ACDLabs 李丹
世界地球日,查看地球的【愿望清单】04-21
【前沿激荡,智汇北京】IGC 2026圆满落幕,益世科生物共绘细胞基因治疗新蓝图04-21
会议预告|华大吉比爱邀您共赴第六届北京临床质谱论坛04-21 华大吉比爱
叮咚!您有一份来自地球的“绿色盲盒”待拆封04-21 安捷伦科技
聚焦小核酸与多肽前沿分析:第一届创新药物研发与质量评价技术交流会在沪圆满举办04-21 安捷伦科技
糖基化全流程质控:消耗品方案一站式解决04-21 安捷伦科技
药物分析排忧解难系列 | 自动柱前衍生化方案,完美应对样品复杂前处理04-21 安捷伦科技
“衣”路前行,“安”全守护 | 安捷伦 PFAS 解决方案守护运动健康04-21 安捷伦科技
零压力,低成本 | 安捷伦官方认证翻新仪器开启“以租代售”新模式04-21 安捷伦科技
ESCMID 2026 爆点 | MiSeq i100系列携6项病原精准测序应用数据亮相04-21
高效+精准,VA-5000 让实验室气体分析从此不同!04-21 HORIBA
突破制药检测瓶颈,欧美克NS-180Z系列纳米粒度及电位分析仪重磅登场04-21 欧美克仪器
NS-180Z Pro丨纳米粒度电位分析仪04-21 欧美克仪器
【每天学点粒度知识】动态光散射测量粒径应用案例04-21
还有人不知道吗?代谢组才是多组学联用的灵魂04-20
【星品周 | 好礼翻倍】外泌体富集及miRNA提取攻略04-20
烷基汞检测技术及应用网络研讨会04-20 普立泰科