常用硬度测试方法介绍(上篇-布氏硬度)
2020-08-12 09:06:02, 领拓仪器 广州领拓仪器科技有限公司
硬度是指材料在一定条件下抵抗另一个本身不会发生残余变形的物体压入的能力。硬度与材料性能如抗拉强度之间存在经验的关系,如图1所示。硬度是衡量材料质量好坏的重要指标,它反映了材料各方面的物理化学性能,是材料制备、生产等过程中非常重要的质量控制因素。硬度测试的结果在一定条件下能够敏感地反映出材料在化学成分、组织结构和热处理工艺上的差异。

图1.硬度与抗拉强度的关系
较早的硬度测试方法是划痕硬度测试方法,通过一种材料在另一种材料上产生划痕的能力来划分材料硬度。最早的例子是使用具有硬度变化的圆棒如图2,产生划痕的位置(或者特定位置产生的划痕尺寸)决定相对硬度。该方法只能表示材料相对于指定材料的软硬程度。
图2.划痕硬度测试示意图
莫氏硬度就是利用了划痕硬度测试的原理。莫氏硬度是1822年由德国矿物学家FrederichMohs首先提出。他将材料硬度从1到10进行划分,硬度大小取决于它们在标准材料(右)上产生划痕的能力,如表1。其中,第1等级矿物的硬度是最小的,第10等级矿物的硬度是最大的,矿物10可以在矿物9上刻划,矿物9可以在矿物8上刻划,以下的硬度都以此类推。
表1.莫氏硬度等级划分
1 滑石Talc | 6正长石Orthoclase |
2石膏Gypsum | 7石英Quartz |
3方解石Calcite | 8黄玉Topaz |
4萤石Fluorite | 9刚玉Corundum |
5磷灰石Apatite | 10金刚石Diamond |
莫氏硬度测试方法的不足在于所得的结果非常的不准确,且不是连续线性的结果,如图3。

图3. 莫氏硬度与维氏硬度的关系
现代的硬度测试方法常用的有包括布氏硬度、洛氏硬度、维氏硬度、努氏硬度等测试方法。以下便介绍关于这些测试方法的基础、优点、局限性以及应用。

布氏硬度
布氏硬度起源于1900年,是最早被广泛接受的测试方法。它的原理是使用球压头D通过一定的压力F在材料表面产生压痕,再用光学系统测量压痕直径d,最后通过经验公式计算可得到布氏硬度值,如图4所示。
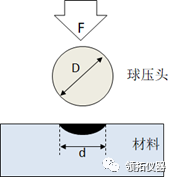
图4.布氏硬度原理图
关于测试过程
①选择试验力,合适的球压头D
②必要时处理样品表面
③固定样品,使其平整,上下表面平行
④对样品表面施加力F(必须缓慢增加,且适当保持以保证塑性变形)
⑤测量施力后留下的压痕直径d
⑥计算最终布氏硬度值
计算公式如下:

关于压头材料
布氏硬度早期的压头材料为硬化钢(符号HBS),不适用于非常硬(>450HB)的材料,容易变形,最终会导致测试结果误差大。ISO和ASTM标准先后推荐使用WC(碳化钨,符号HBW)球来做所有的布氏硬度测试适用测试范围达650HB,更加耐用。
关于压痕尺寸
压痕过小,压痕难以准确的测量,并且压头损坏的风险变大;压痕过大,硬度测试的灵敏度降低。因此,标准规定了压痕尺寸的上下限,压痕直径与压头直径的比值d/D应在0.24和0.6之间。在测试过程中要注重选择合适的球压头直径和载荷大小与被测试的材料匹配。
关于压痕位置
硬度测试产生压痕的过程会引起残余应力和加工硬化,过于靠近边缘会导致材料不足以限制压痕周围的变形区,因此,若压痕位置不当,测试结果易产生能够误差。压痕位置的选择参考图6。

图5.布氏硬度压痕位置选择
关于标尺选择
布氏硬度测试要选择好标尺(载荷大小与球压头直径的组合)。通常采用压痕相似性原理来设计布氏硬度的标尺。
压痕相似性原理:对于不同的压头直径和载荷组合,当压入角相同时,如图5,材料的硬度值才具有可比性。对于相同的材料,当载荷与压头直径平方的比值(K=F/D² )相同时,压入角相同,所求得的硬度值也相同。

图6.布氏硬度压痕相似性原理示意图
压入角28°与74°之间硬度值变化很小,44°(d/D=0.375)是最理性的状况。对同一材料而言,160HBW10/500大约相当于180HBW10/3000。因此,常见的 比值,不同比值下测量结果不具备可比性。如表2,HB30与HB10、HB5标尺下所得的硬度值不可以做比较。
表2.布氏硬度常见K值
球直径 (mm) | 载荷 (kp) | |||
10 | 3000 | 1000 | 500 | 250 |
5 | 750 | 250 | 125 | 62.5 |
2.5 | 187.5 | 62.5 | 31.2 | 15.6 |
比值K | HB30 | HB10 | HB5 | HB2.5 |
K值得选择具有一定的要求,通常高硬度材料选用较大K值,低硬度材料选用较小K值。常用的K值选择如表3。
表3. K值的选择
K值 | Test Method | Application / Material | Hardness Range (HBW) |
HBW 1/30 | |||
HB30 | HBW 2.5/187.5 | Steel / Iron | 95-650 |
HBW 5/750 | |||
HBW 10/3000 | |||
HBW 1/10 | Light Metals | ||
HB10 | HBW 2.5/62.5 | Cu / Al | 32 -220 |
HBW 5/250 | Cu-Alloys | ||
HBW 10/1000 | Alu-Alloys | ||
HBW 1/5 | Light Metals | ||
HB5 | HBW 2.5/31.25 | Cu / Al | 16 -110 |
HBW 5/125 | Cu-Alloys | ||
HBW 10/500 | not heat treated | ||
HBW 1/2.5 | |||
HB2.5 | HBW 2.5/15.625 | Light Metals | 8 -55 |
HBW 5/62.5 | |||
HBW 10/250 |
关于最小样品厚度
布氏硬度测试过程中,试验力易引起样品的扭曲、变形和移动,导致误差的产生。因此ASTM样品厚度要达到压痕深度的10倍。不同标尺要求的样品最小厚度如表4所示。
表4.Buehler最小厚度与硬度值关系对照表

关于硬度值表示

关于测试优势与局限性
①优势
相对较宽的测试范围8~650HBW
不同测试力之间硬度值可以对比 (对于相同的F/D2)
压痕较大
对样品表面状况不敏感
- 测试大块材料硬度
- 对光学测量误差不敏感
- 非常适合于大晶粒材料的测试
与拉伸强度之间有较好的对应关系
②局限性
大的压痕意味着不能区分出局部区域的硬度值变化
不适合于涂层和薄片样品的测试
不适合于高硬度材料的硬度测试
通过光学显微镜测量压痕,不同操作者对测量的影响较大
不建议测试弧形表面
关于应用
适用于铸铁、锻造件、各种退火及调质的钢材,有色金属、硬质合金、陶瓷、不锈钢等,广泛应用在汽车和航空等行业,试验室和车间的样品测试和质量控制。可测平面和圆柱形工件,不宜测定太硬、太小、太薄和表面不允许有较大压痕的试样或工件。
关于产品
图7所示是我们推荐的布氏硬度计。

图7.Wilson Hardness BH3000 布氏硬度计
-采用全自动闭环式传感器控制技术。测试结果精确、重复性高
-结构坚固耐用,性能稳定,能在较为恶劣的环境工作,并能够满足并超越各种测试要求
-配备独立的测量显微镜测量压痕直径
-操作面板人性化设计,操作简单,使用方便,所有参数设置、硬度测试及数理统计输出等功能通过控制面板操作即可完成。
主要参数如表5所示
表5.Wilson Hardness BH3000基本参数
硬度计 | 布氏 |
LCD显示 | 硬度值、对角线长度、试验力大小 保持时间、压头类型、转换值上下限 |
硬度值分辨率 | 0.1 unit if HB < 100; else 1.0 unit |
符合标准 | ISO 6506, ASTM E10, JIS |
试验力类型 | 闭环式传感器控制系统 |
试验周期 | 全自动 |
试验力 | 62.5,187.5, 250, 500, 750, 1000, 1500, 3000kgf |
布氏标尺 | HBW 10/3000, HBW 10/1500, HBW 10/1000, HBW 10/500, HBW 10/250, HBW 10/100, HBW 5/750, HBW5/250, HBW 2.5/187.5 |
压头(可选) | 布氏球压头: 2.5, 5, 10mm |
保载时间 | 2 - 99 秒 |
试样放置 | 试件最大高度 11in (280mm) 中心线处深度 5in (130 mm) 试件外表面粗糙度, Ra < 21.6 μm |
样品夹持 | 重型加持和保护装置 |
样品支撑 | 多种平型和V型试台适合不同几何形状试样 |
圆柱形表面 | 最小直径 0.1in (3mm) |
电源 | 100 - 240VAC, 60/50Hz |
光学测量(可选) | 外部测量显微镜; 机械 20x, 40x 或 60x 基于测量系统的数字化扫描 |
硬度块 | 标准硬度块都附上ASTME384,ASTM E18,ASTM E10,ISO 6507,ISO6508,或ISO 6506校验证书 |
欲想了解更多内容,快来关注我们吧!

03-15
应用分享丨揭秘电池界的"黑粉"03-15
用户论文集 ▏化学吸附 ▏以FCC废催化剂为载体的高温化学循环燃烧铁基氧载体的研制03-15
用户论文集 ▏化学吸附 ▏SiO2沉积Al2O3制备可调谐布朗斯台德酸催化剂的途径03-15
物理吸附 ▏比表面及孔径分析知识100问(第十六章)03-15
改变一些色谱柱使用小习惯,实现“降本增效”03-14 产品市场部
创新研究:自调平钻孔测斜仪在海底地震和火山监测中的应用03-14 传感与数采
蛋白表达在线学习中心全新上线——解锁蛋白表达新境界03-14
会议邀请|PDD 2024多肽药物产业发展大会03-14
浅谈国产液相色谱产品的市场和未来03-14 珂睿marketing
生物育种智库第五期| “Know Your Pet DNA” -Ancestry最新的宠物基因检测产品更完整地洞察狗狗的遗传背景03-14 赛默飞基因科学
Ekspla公司高功率密度激光器系统系列介绍(四)UltraFlux Custom-若干 TW 几个周期的 OPCPA 系统03-14 Ekspla
直播预告 | Monolith 分子互作仪技术培训03-14 NanoTemper
四方光电ESG战略规划项目正式启动03-14 四方光电
废水消毒中紫外线能量的选择03-14 韵翔光电
ICP-MS技术漫谈V--碰撞/反应池CCT技术之于icpTOF:复杂基体高时间分辨率测量中充分非必要之选03-13 Marcel Burger等
文末下载|重磅!2024年动物源细菌耐药性监测计划发布03-13 DW
媒体报道 | 亦庄融媒采访卓立汉光:如何推动产品迭代促进订单增长?03-13 光电行业都会关注
邀请函 | 卓立汉光亮相2024慕尼黑光博会,3月20日上海见!03-13 光电行业都会关注
诚邀莅临 | 先锋科技邀您参加慕尼黑上海光博会共话光电!03-13