双螺杆挤出+压延工艺实现规模化生产硫化物全固态电池正极
2026-04-27 13:13:36, 赛默飞化学分析 赛默飞智能制作与过程分析


图1.Process 11 平行双螺杆挤出机装置图(点击图片查看产品详情及索取报价)
工艺方案
结果分析:
从 SEM 照片可清晰看出经螺杆剪切混合挤出后, PTFE 纤维化并贯穿整个复合颗粒内部交织分布,形成均匀的纤维网络结构。经双辊压延后成功形成约 10cm 宽的均匀正极薄膜。
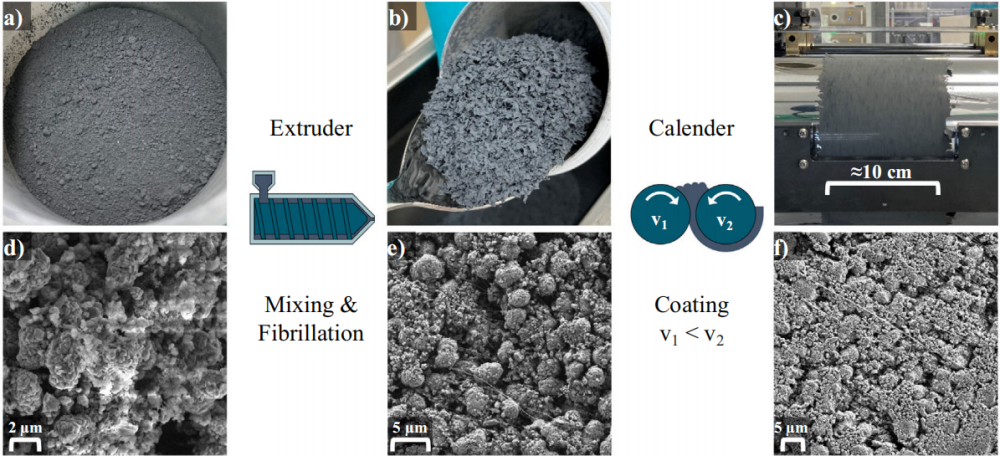
图1.预混料(a、d)、双螺杆挤出后的纤维化粉末颗粒(b、e)以及通过压延获得的正极薄膜(c、f)的图片及其扫描电子显微镜(SEM)图像(点击查看大图)
对比分析干法和湿法正极的微观结构、电化学性能等重要指标参数后发现干法电极表现出以下显著优势:
干法正极薄膜的各组分分布更加均匀

EDX 结果显示湿法正极存在明显导电炭黑团聚(图2d碳信号图)和 LPSCl 团聚(图2f硫信号图),与之相反,干法正极碳信号和硫信号分布高度均匀。这一结果有力证明了双螺杆挤出工艺具有更优的混合效果。
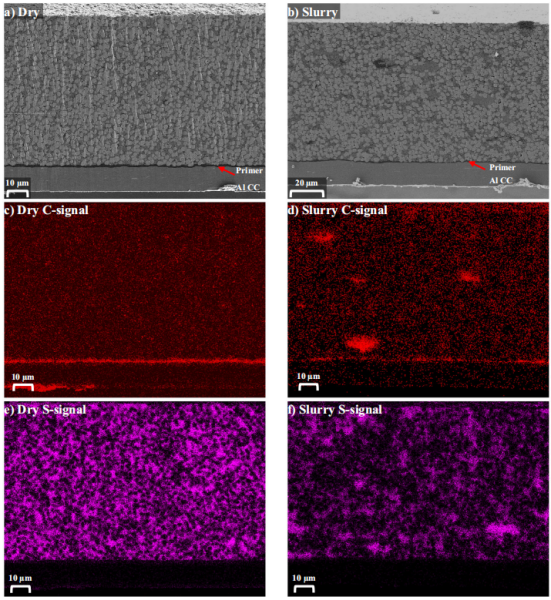
图2.干法正极(a、c、e)及湿法正极(b、d、f)的截面 SEM 照片和 EDX 测试结果(点击查看大图)
干法正极活性材料–电解质界面更致密
双螺杆的高剪切力使塑性硫化物电解质紧密包覆 NCM 颗粒表面,形成无空隙的致密活性材料–电解质界面(图3a);而湿法工艺的界面存在大量空隙,电解质与活性材料接触不充分(图3b)。
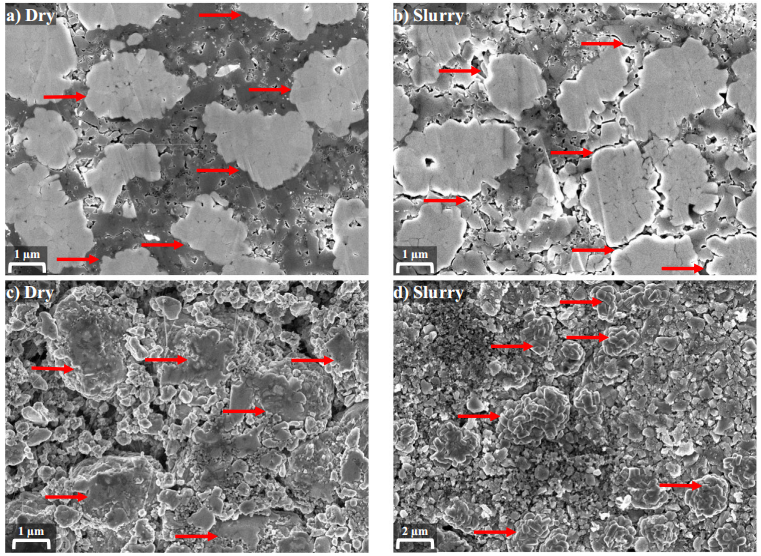
图3.干法正极(a、c)和湿法正极(b、d)的横截面和表面SEM照片(点击查看大图)
干法正极的离子电导率远高于湿法正极
经测试,干法工艺正极的离子电导率最高达3.4×10-2mS/cm,显著高于湿法正极(3.5×10-3mS/cm)。这主要归因于干法正极各相分布更加均匀、活性材料-电解质界面更致密以及无溶剂导致LPSCl降解。

图4.在 12MPa 堆叠压力和25℃条件下测得不同正极的离子电导率(点击查看大图)
干法电极的电化学性能明显优于湿法
干法电极曲折度低至9.3,远低于湿法的74.3,首次库仑效率和充电容量均明显高于湿法,放电容量最高116 mAh/g,远高于湿法(39 mAh/g),这些优势归因于干法正极界面更致密,阻抗更低,同时各相均匀性更高。

图5.不同挤出温度、压延线载荷及压延温度条件下,不同电极曲折度结果(a、b、c)、初始充放电循环电压曲线(d、e、f)以及0.1-1 C倍率下的放电率测试结果(g、h、i)(点击查看大图)
双螺杆混合挤出+双辊压延的连续式干法工艺实现了硫化物固态正极的规模化制备,不仅证明了这种干法工艺相比湿法具有显著优势,更验证了双螺杆混合挤出方案是一种有前景的可规模化放大生产的固态电池生产方案。
参考文献

04-26
仪器租赁 | 赛默飞 离子色谱,月租金9590元起04-26
适配GB/T 4706.53,权威认证 | 气体腐蚀试验系统高效解决方案04-25
即将截止!一地方启动检验检测机构能力验证,无故不参加将被通报04-25
国产Biacore正式上市!04-24 Cytiva
看直播,领证书!植物抗逆研究前沿进展研讨会即将开始04-24 Cytiva
兰格CF系列分配型蠕动泵PC控制软件免费版发布!即日起,通过官网即可下载!04-24
仪器租赁助力糖类检测,成本更可控!04-24
重组成功!全国重点实验室名单,来了!04-24
一单一库外的检测活动还能开展吗?附检测资质能力项目库更新04-24 cici
从AI到天然淀粉,诺力昂如何解锁美妆新玩法?04-24 Nouryon诺力昂
Hanking液相色谱柱全系列重磅上新04-24 汉尧
双喜临门!东西分析荣获“售后服务十佳企业”,GC-MS 3250入选“国产好仪器”04-24
直击越南展会现场|东西分析携GC-4200与AA-7050硬核亮相,尽展中国智造实力04-24
深耕西北,共绘蓝图 | 2026北京东西分析新疆技术交流会圆满落幕!04-24
【案例分享】水务公司借助HxGN APM提升设备可靠性和运营效率04-24 海克斯康数字智能
四方光电荣膺工信部“制造业单项冠军企业”04-24 四方光电
海水与地下水中总有机碳(TOC)分析解决方案 | 德国元素+分析测试百科04-24 德国元素
文末惊喜丨你的合成反应“翻过车”吗?这些痛点,中了几个?04-24 奥豪斯
传奇续写:奥豪斯旗下涡旋振荡器Vortex-Genie 2焕新登场04-24 奥豪斯