干货分享|FME(C)A可靠性分析技术
2026-04-08 10:56:59, 科鉴可靠性 广东科鉴检测工程技术有限公司

点击“科鉴检测”关注我们
在产品可靠性设计与研制过程中,故障模式及影响分析(FMECA,Failure Mode, Effects and Criticality Analysis)是一项核心的预防性可靠性技术。作为可靠性设计分析工程师,科鉴检测结合多年从业经验,从FMECA的核心定义、基本原理与目的、工作原则出发,详细拆解其在产品生产研制各阶段的应用做法,并结合具体实例说明实施流程,为大家提供可落地的参考,助力提升产品可靠性水平,降低故障风险。
01
什么是FMECA
FMECA是一种系统化、规范化的可靠性分析方法,通过全面识别产品(或系统、组件)可能出现的所有故障模式,分析每种故障模式对产品功能、性能及安全的影响程度,评估故障发生的可能性与严重程度并予以分类的一种归纳分析方法,最终识别出关键故障点并提出针对性改进措施,实现“防患于未然”的可靠性设计目标。
FMECA由故障模式及影响分析(FMEA)、危害性分析(CA)两部分组成。只有在进行FMEA基础上,才能进行CA。
从本质上看,FMECA是一种“事前预防”工具,区别于故障发生后的“事后补救”,其核心价值在于将可靠性设计融入产品研制全流程,通过提前识别风险、量化风险,为设计决策、工艺优化、质量控制提供数据支撑,避免因故障导致的成本增加、周期延误或安全事故。
根据分析对象的不同,FMECA主要分为两类:一是系统级FMECA,聚焦整个产品系统的故障分析;二是组件级FMECA,针对产品的单个零部件、模块展开分析,两者相辅相成,共同构成产品可靠性分析体系。
02
FMECA的基本原理和目的
2.1基本原理
FMECA的核心原理基于“故障链”分析:任何产品的故障都不是孤立发生的,而是由“故障模式→故障原因→故障影响”构成的完整链条。其分析逻辑是:先明确产品的功能要求,再逐一识别每个组件/系统可能出现的故障模式(即故障的具体表现形式),追溯故障产生的根本原因,分析故障对产品自身、关联系统及用户的影响,最后通过量化评估(故障发生概率、严重程度、检测难度),确定故障的临界等级,进而制定针对性的防控措施。
简单来说,FMECA的原理可概括为“全面识别、层层拆解、量化评估、精准防控”,通过系统化的梳理的分析,将抽象的“可靠性”转化为可识别、可量化、可控制的具体指标,让可靠性设计从“经验驱动”转向“数据驱动”。
2.2核心目的
1.提前识别产品潜在故障模式及风险点,避免故障在研制后期或使用阶段集中爆发,降低故障造成的经济损失和安全风险;
2.量化故障的严重程度和发生概率,为可靠性设计决策提供依据,优先解决高风险故障,优化资源配置(如研发投入、质量管控重点);
3.为产品的设计改进、工艺优化、测试验证提供方向,提升产品的固有可靠性,延长产品使用寿命;
4.形成标准化的可靠性分析文档,帮助设计者优选满足可靠性要求的最佳方案。
03
FMECA的工作原则
FMECA的实施应遵循以下5项原则,确保分析结果的准确性、全面性和实用性,避免流于形式:
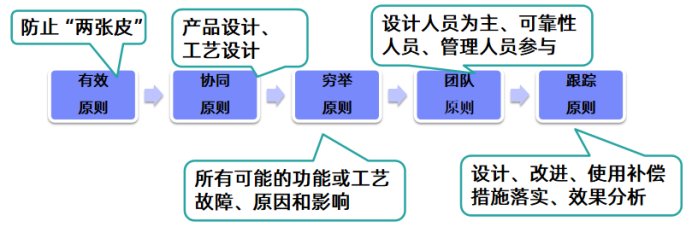
1.有效原则:核心目标是防止 “两张皮”,“两张皮”指FMECA分析与产品实际设计、工艺脱节,分析结果无法指导设计改进或生产管控。有效原则要求FMECA 必须紧扣产品设计与工艺设计的实际需求,分析结论要能直接落地为设计优化、工艺调整或质量管控措施,确保分析过程与实际研制工作深度融合,避免分析流于形式,真正发挥风险防控的实际价值。
2.协同原则:FMECA不是单一部门的独立工作,需跨部门协同推进。产品设计人员负责从功能、结构层面识别故障模式,工艺设计人员则从生产制造、加工装配角度补充故障成因(如工艺缺陷、加工精度不足),两者协同开展分析,才能全面覆盖设计与制造各环节的潜在风险,兼顾产品固有可靠性与制造可靠性。
3.穷举原则:核心要求是覆盖所有可能的功能或工艺故障、原因和影响。这是保证 FMECA 分析全面性的基础原则。需按照系统层级(从系统到组件)、功能维度(主功能、辅助功能、保护功能)、工艺环节(加工、装配、检验、使用维护),逐一梳理所有可能的故障模式,追溯每种故障的根本原因,分析其对系统层级、下一级组件及整体产品的影响,做到无遗漏、无盲区,确保潜在风险点被全面识别。
4.团队原则:FMECA分析需组建跨职能团队,而非单一角色独立完成。以设计人员为核心,因其掌握产品设计与工艺的核心细节;可靠性专业人员提供FMECA的方法、标准与量化评估依据;管理人员负责统筹协调、推动改进措施落地,并保障FMECA纳入研制流程管理,三者结合才能确保分析的专业性、全面性与执行力。
5.跟踪原则:FMECA 是闭环的动态管理过程,而非一次性分析。针对识别出的高风险故障模式制定的改进、补偿措施,需全程跟踪落实进度(包括设计修改、工艺优化、增加冗余设计等),并在设计改进、生产试制、实际使用等阶段,持续验证措施的实施效果,根据实际效果调整分析结论或优化措施,形成“分析-改进-验证-更新”的闭环,确保风险持续可控。
04
各阶段FMECA的应用
产品生产研制可以分为概念设计、详细设计、样机试制、批量生产、交付使用阶段5个核心阶段,FMECA在每个阶段的应用重点、实施内容和输出成果各有侧重,需结合阶段特点针对性开展。
4.1概念设计阶段
核心目标是识别产品整体层面的潜在故障模式,为设计方案选型提供依据。
1. 明确产品的整体功能、性能要求及使用环境,梳理产品的系统组成和核心组件;
2. 结合同类产品的故障经验,初步识别系统级的故障模式(如整体功能失效、关键性能不达标等);
3. 简要分析每种故障模式的可能原因(如设计方案不合理、组件选型不当等)和初步影响(如无法满足用户需求、存在安全隐患等);
4. 初步评估故障风险,优先选择可靠性更高的设计方案,规避高风险设计。
输出成果:初步FMECA报告,明确系统级故障模式清单及初步风险评估结果,为详细设计提供指导。
4.2详细设计阶段
核心目标是深入分析组件级故障模式,优化设计细节,降低故障风险。
1. 细化产品系统结构,拆解至单个零部件、模块,明确每个组件的功能和性能要求;
2. 全面识别每个组件的故障模式(如零部件断裂、磨损、短路、接触不良等);
3. 逐一分析每种故障模式的根本原因(如材料选型不当、尺寸设计不合理、公差过大、工艺缺陷等);
4. 分析故障对组件自身、关联组件及整个系统的影响,明确影响范围和严重程度;
5. 量化评估故障发生概率(基于同类产品数据、试验数据等)、严重程度(分为轻微、一般、严重、致命4个等级)、检测难度(分为易检测、可检测、难检测、不可检测4个等级);
6. 计算故障临界值(风险优先数RPN,RPN=发生概率×严重程度×检测难度),识别高RPN值的故障点,制定针对性改进措施(如优化零部件设计、更换材料、增加冗余设计、优化工艺等);
7. 验证改进措施的有效性,更新FMECA报告。
输出成果:详细FMECA报告,包含组件级故障模式清单、故障原因及影响分析、RPN计算结果、改进措施及验证结果,指导样机试制。
4.3样机试制阶段
核心目标是通过样机试验,验证FMECA分析结果的准确性,补充新的故障模式,完善改进措施。
1. 开展样机试制,记录试制过程中出现的所有故障(包括未识别到的新故障模式);
2. 对比试制过程中的实际故障与FMECA分析的故障模式,验证分析的全面性和准确性;
3. 分析新出现故障的原因、影响,补充到FMECA报告中,重新计算RPN值;
4. 针对试制中发现的高风险故障,优化改进措施,调整设计或工艺,再次试制验证;
5. 完善FMECA报告,形成样机阶段的最终分析结果,指导批量生产。
输出成果:更新后的FMECA报告、样机故障分析报告、改进措施验证报告。
4.4批量生产阶段
核心目标是将FMECA分析结果应用于生产过程管控,降低批量生产中的故障发生率,确保产品质量一致性。
1. 针对详细设计阶段和样机阶段识别的高风险故障点,制定生产过程管控措施(如加强关键零部件的质量检验、优化生产工艺参数、增加过程检测环节等);
2. 记录批量生产过程中的故障数据(故障模式、发生频次、原因等),对比FMECA中的故障发生概率,验证管控措施的有效性;
3. 针对生产过程中反复出现的故障,重新分析原因,优化FMECA报告和管控措施;
4. 定期更新FMECA报告,动态优化管控重点。
输出成果:生产阶段FMECA更新报告、生产过程管控方案、故障统计分析报告。
4.5交付使用阶段
核心目标是收集产品使用过程中的故障数据,反馈到设计和生产环节,持续优化产品可靠性,完善FMECA体系。
1. 收集用户反馈的故障信息(故障模式、发生场景、影响范围等);
2. 分析使用阶段故障的根本原因(如使用环境适配性差、维护不当、设计缺陷等),补充到FMECA报告中;
3. 结合使用故障数据,调整故障发生概率、严重程度和RPN值,识别新的高风险故障点;
4. 将使用阶段的故障分析结果反馈给设计、生产部门,优化设计方案、生产工艺和管控措施,提升下一代产品的可靠性;
5. 形成完整的FMECA闭环,为后续产品研制提供经验参考。
输出成果:最终版FMECA报告、使用故障分析报告、产品可靠性优化建议。
FMECA作为产品可靠性设计的核心工具,其核心价值在于“提前识别、精准防控”,通过系统化、规范化的分析,将故障风险控制在产品研制早期,降低研发、生产及使用阶段的成本和风险。在实际应用中,需严格遵循系统性、早期介入、客观性、动态性原则,结合产品生产研制各阶段的特点,针对性开展FMECA分析,形成“分析-改进-验证-更新”的闭环管理。
下期以FMECA实施实例进一步分享说明~
END
更多阅读:
广东科鉴检测工程技术有限公司(“科鉴检测”)是一家致力于提升国产仪器装备质量与可靠性水平的国家高新技术企业,国家认定和认可的第三方检测资质证书齐全(包括CNAS、CMA等),并在检测试验机构名录中。科鉴检测已在北京、武汉、广州等地建设了功能性能与安全测试、环境与可靠性试验、元器件与材料检测分析、软件与信息安全测评实验室,具备军工级检测能力。
科鉴检测广泛为军民企业提供科技/政采验收测试、竞争投标测试、企业研发/例行/鉴定试验、产品质量与可靠性提升等服务,涵盖国防军工、航空航天、机器人、仪器设备、医疗装备、通信导航、轨道交通、车辆工程、电子电器、软件、元器件、材料等重要领域,服务区域覆盖全国18个省上百个城市,拥有了一批来自全国各地的知名高校、科研院所、上市公司和龙头企业的优质客户,获得了广泛的社会认可。
【联系地址】
\\ | /
★
04-07 为您服务的
Danaher Beacon | 思拓凡与圣拉斐尔特里松基因疗法研究院达成合作,共同推进新一代基因组医学平台建设04-07 丹纳赫
全自动DNA切胶仪精准筛选GUIDE-seq2测序文库,验证CRISPR-Cas9酶变体PAM序列特异性04-07 环亚生物
全自动DNA脉冲场电泳回收仪用于5' 转录组测序及CUT&RUN《Nature》-蚂蚁嗅觉基因选择性表达机制新发现04-07 环亚生物
文献速递|Blue Pippin全自动DNA脉冲场电泳回收仪用于单分子蛋白组学识别技术开发04-07 APGBio
超长测序文库新思路:Blue Pippin全自动大片段DNA脉冲场电泳回收仪用于Ultra Long 文库构建04-07
【育种创新加速器】安捷伦细胞分析方案赋能种质精准筛选04-07 安捷伦科技
吐温降解分析难?安捷伦专用柱方案高效破局!04-07 安捷伦科技
药物分析排忧解难系列 | 如何判定方法参数调整符合药典限值要求04-07 安捷伦科技
会议通知 | 第一届创新药物研发与质量评价技术交流会——小核酸与多肽专题04-07 安捷伦科技
护航锂电分析 | ICP‑OES 炬管陶瓷外管解决方案先行04-07 安捷伦科技
从核心突破到平台赋能:安捷伦携临床光谱流式与“一站式”解决方案亮相 CACLP04-07 安捷伦科技
成都科林分析邀您共赴第二十九届青岛市分析测试学会年会系列学术报告会暨国际科学仪器及实验室装备展览会,期待与您相遇!04-07
10_基于化学电离(Quick-CI)与 MassWorks软件技术对聚合物中添加剂的元素组成进行测定04-07 绿绵科技
上浆剂对纤维表面特性的作用机制04-07 Eric Brendle
科研必看|蛋白组覆盖不足?【阿拉丁】多酶消化策略破局指南04-03 Aladdin
会议预告|【阿拉丁】邀您共聚2026中国(南京)国际科教技术及装备博览会04-03 Aladdin
会议预告|【阿拉丁】与您相约中国细胞生物学学会2026年全国学术大会04-03 Aladdin
会议预告|【阿拉丁】邀您共赴中国化学会第35届学术年会04-03 Aladdin
Eltra 埃尔特 | 航空部件原材料中的氧/氮/氢分析——ELEMENTRAC ONH-Ps04-03 弗尔德仪器