实例分析 | 焊点开裂失效原因分析
2023-02-06 18:58:09, 钱俊淇 广州广电计量检测股份有限公司

引言
在器件SMT(Surface Mounted Technology表面贴装技术)的贴装过程中,要形成一个优质的焊点,需要关注到多方面因素的综合影响,而个别因素的异常,将直接导致焊点质量不佳,严重时引发焊点虚焊、裂纹,造成器件后续脱落等缺陷。
本文以PCBA掉件缺陷的具体案例为例,通过对掉件区域的外部目检、制样镜检、SEM&EDS等手段,寻找出引起器件脱落的具体原因,帮助客户进行工艺改进,减少不必要的成本耗损。
案例背景
某客户通过SMT工艺焊接器件后发现存在焊点结合强度较低,器件易脱落的缺陷,委托广电计量凭借专业的技术与设备分析其失效原因并借此改进工艺。
分析过程
外部目检
样品的外部目检形貌可见脱落器件处的PCB焊盘表面发黑,脱落器件两端焊点有较多焊锡残留,且断裂面颜色与焊盘相似。说明器件焊点断裂端靠近PCB焊盘,结合PCB焊盘的电镀工艺为化学镍金,推测其缺陷与黑焊盘的相关性较大。
未焊接焊盘表面金层颜色异常,有较多深色区域参杂其中。
镍腐蚀检测
在扫描电镜下观察未焊接焊盘的金层,可见其表面粗糙,有较多凹陷纹路。使用去金水去除表面金层后,可见镍层表面有大量被过度氧化腐蚀后形成的龟裂状纹路。

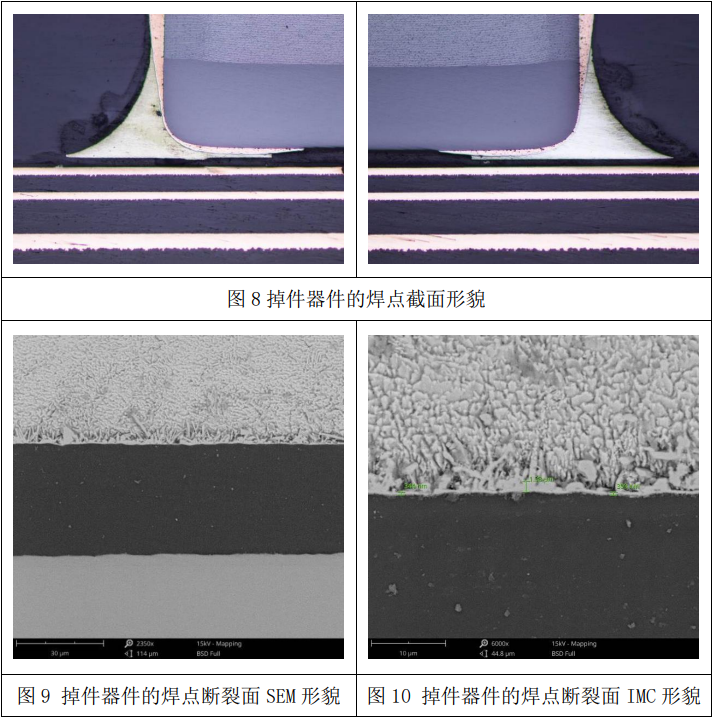
制样镜检
将掉件器件固封研磨后观察焊点断裂截面。
结果可见器件断裂面为IMC底部,且IMC生长不均匀,焊盘镍层表面有镍腐蚀形貌。未掉落器件的焊点截面可见其IMC生长也不均匀,且在IMC底部出现多处伴随镍腐蚀痕迹的裂隙。
备注:IMC为金属间化合物,英文全称为Intermetallic Compound。,它是界面反应的产物,也作为形成良好焊点的一个标志。
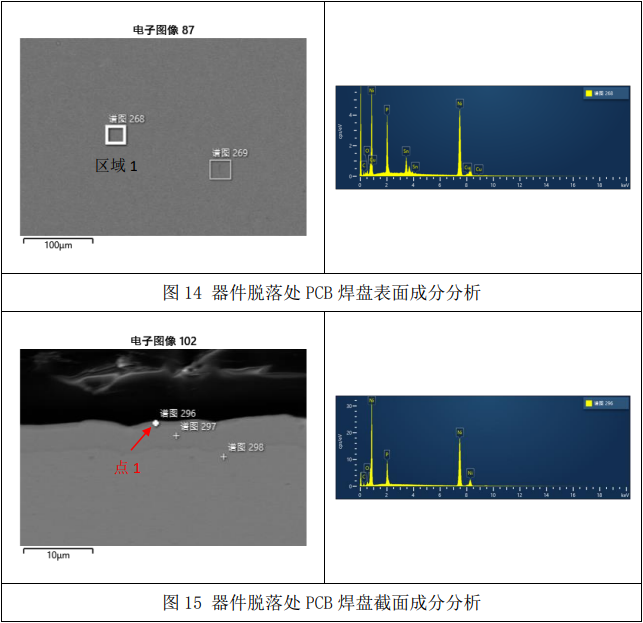
成分分析
对掉件处的PCB焊盘表面及其截面进行成分分析检测,结果未见异常元素,排出异常元素污染导致的器件掉落。磷元素含量显示其为高磷范畴。
表1 焊盘的成分分析结果
综合分析
外部目检可见掉件焊盘表面发黑,疑似镍腐蚀导致的黑焊盘现象。通过对掉件处的PCB焊盘进行制样镜检后可以看出镍层存在多处镍腐蚀迹象,PCB端的IMC生长不均匀且焊点断裂区域为该IMC底部。
对未焊接焊盘进行剥金处理后可见镍层表面存在明显的镍晶界腐蚀。对未掉落器件焊点进行制样镜检后可见IMC生长仍不均匀,且镍层存在多处镍腐蚀形貌,部分镍腐蚀处的镍层和IMC层之间存在裂缝。成分分析结果显示焊点断裂面无异常元素,排出异常元素污染导致掉件。
综上所述,样品掉件原因推断为焊盘镍层在浸镀金液时受到过度腐蚀导致镍层表面氧化。焊接过程中低可焊性的氧化镍无法与焊锡形成均匀连续的IMC,且易在IMC和镍层之间出现焊点开裂现象。这将导致焊点结合强度下降,在机械应力的作用下易脱离焊盘。
结论
样品掉件原因为客户的PCB焊盘镍层有较多镍腐蚀导致焊接后的器件焊点IMC不均匀且有裂隙产生,使焊点结合强度下降,在后续使用中收到机械应力作用引发器件掉件。
给客户的工艺改进建议
1.减小化镍槽的寿命,控制磷含量。磷含量较低时,镍层的抗蚀性较差,而磷含量较高时,需要注意富磷层的危害。针对现有情况,可以适当提高磷含量,在镍腐蚀结果得到改善的同时评估是否会产生富磷层危害。
2.建议客户增加对镍层厚度的监控,使镍层厚度至少控制在4μm以上,一定厚度的镍层可以使其表面平坦,减少凹槽的形成,降低金液对镍晶界的攻击。
3.建议客户将金层厚度控制在0.1μm以内,较薄的金层可以减小镀金的浸泡时间,同时也降低了金脆风险。但需要确保金层对镍层的保护作用在可接受范围内。
结果
客户按照我们的建议更换了使用时间较长的镀金液,减少了浸泡时间。最终焊盘镍层的腐蚀情况有所改善,大大减少了后续掉件的情况,节约了后续风险处理的费用。
关于广电计量半导体服务
广电计量在全国设有元器件筛选及失效分析实验室,形成了以博士、专家为首的技术团队,构建了元器件国产化验证与竞品分析、集成电路测试与工艺评价、半导体功率器件质量提升工程、车规级芯片与元器件AEC-Q认证、车规功率模块AQG324认证等多个技术服务平台、满足装备制造、航空航天、汽车、轨道交通、5G通信、光电器件与传感器等领域的电子产品质量与可靠性的需求。
我们的服务优势
●配合工信部牵头“面向集成电路、芯片产业的公共服务平台建设项目”“面向制造业的传感器等关键元器件创新成果产业化公共服务平台”等多个项目;
●在集成电路及SiC领域是技术能力最全面、知名度最高的第三方检测机构之一,已完成MCU、AI芯片、安全芯片等上百个型号的芯片验证;
●在车规领域拥有AEC-Q及AQG324全套服务能力,获得了近50家车厂的认可,出具近300份AEC-Q及AQG324报告,助力100多款车规元器件量产。
文:钱俊祺
编辑:张佳彬
喜欢本文,记得点“赞”和“在看”支持一下!
07-01 英斯特朗
连载 | 药物一致性评价与粒度分析(三)07-01 欧美克仪器
【仪器百科】LS-909丨干湿二合一激光粒度分析仪07-01 欧美克仪器
标准物质解决方案 | PFASs(全氟及多氟化合物)06-29
第九期阿尔塔有约 | 环境专题【新污染物:PFAS】技术研讨会精彩回顾及提问解答06-29
“绿色技术范式”,分析化学未来发展方向——访中国分析测试协会副理事长、辽宁省分析科学研究院原院长刘成雁教授06-29 转载仪器信息网
华西医院-标准型数显脑立体定位仪、双通道体温维持仪、体式显微镜安装完成06-29 迈越生物
科鉴检测助力2家仪器企业获得首批产品可靠性认证证书06-28 科鉴检测
德国耶拿:锂电池生命周期分析解决方案06-28 德国耶拿
AI已来!生命科学本科教学如何紧跟技术浪潮06-28 Opentrons
盛瀚售后,五星级服务的秘诀是什么?06-28 SHINE
专为汽车制造商打造的柔性解决方案——实现制程控制06-28
西北工业大学-脑立体定位仪安装完成06-28 迈越生物
会议邀请 | 第九届海上检验医师论坛06-28
卓立要闻 | 创新发展ing…6月卓立“大事小情”速览06-28 光电行业都会关注
打造信任合作伙伴!2024年度卓立汉光客户满意度调查开启06-28 光电行业都会关注
如何挑选适用于三阶光学非线性的测量系统?Z扫描测量系统来助力!06-28 光电行业都会关注
招聘启事—中国科学院沈阳自动化研究所微纳光学测量表征技术课题组06-28 光电行业都会关注
谱育科技作为主要完成方 荣获2023年度国家科学技术进步一等奖和二等奖06-28 点击关注→
仪器原理丨顶空仪与吹扫捕集仪科普小知识06-28 天美色谱