航空发动机叶片断裂破坏力惊人!疲劳、超应力、蠕变、磨损、材料还是腐蚀所致? ——聚焦西南航空引擎事件
2024-01-26 16:45:48 英斯特朗(上海)试验设备贸易有限公司

2018年4月17日,西南航空1380号航班(Southwest Airlines Flight 1380)的一架波音737型客机在巡航状态时,突然发生发动机爆炸事故,事故导致1人遇难,148人生还。
初步的调查结果:这次事故是由于发动机发生了非包容性故障。
航空事故历史中,发动机叶片损坏而引发的飞机事故还真不少见
2014年,我国南航CZ3739航班飞机引擎空中着火,事后调查显示发生故障的发动机进口处,压气机风扇的叶片有断裂。据推测,有可能是叶片断掉后进入发动机内,损伤发动机进气流场,导致后者发生“畸变”,进而形成“喘振”。所幸的是这次事故没有造成人员伤亡。
2016年8月27日,一架西南航空的波音737-700型客机在执飞新奥尔良飞奥兰多的航班时,同样发生CFM56-7B型发动机的风扇叶片非包容性故障,所幸此次事故中客机安全降落,并无更为严重事故发生。
其实据不完全统计,我国空军现役飞行的发动机事故中,80%都跟发动机叶片断裂失效有关。而这么娇贵的部分一旦发生断裂失效,对发动机乃至整个飞机的损害往往是致命性的。
可见,发动机叶片断裂不容小觑,那么今天小编就带领大家全方位认识一下发动机叶片的断裂,看看它为啥有这么惊人的破坏力。
从理论上看,涡轮叶片断裂的故障机理有疲劳、超应力、蠕变、腐蚀、磨损等。
疲劳
发动机工作时,由于经常起动、加速、减速、停车以及其他条件的影响,会使涡轮各部件承受复杂的循环载荷作用,使得叶片经受大量弹性应力循环,最终引起高周疲劳、低周疲劳或热疲劳,使得涡轮叶片断裂。

涡轮发动机叶片根部疲劳裂纹扩展
超应力
涡轮叶片由于其形状的不规则,叶片中存在应力集中部位。尽管在设计中往往会采取一系列措施加以避免,但实际上,超应力仍然是造成涡轮叶片断裂的一个原因。

发动机叶片中应力分布建模
蠕变
高温环境下,蠕变断裂是涡轮叶片主要的失效形式之一。随着涡轮后燃气温度从20世纪50年代的1150K增加到现在的2000K,蠕变将导致叶片的塑性变形过大甚至产生蠕变断裂。

发动机叶片的蠕变断裂
腐蚀
腐蚀来自于叶片所受的高温燃气。高温燃气对叶片的腐蚀既包括冲刷造成的腐蚀,也包括高温燃气对金属叶片的氧化腐蚀。腐蚀会降低叶片的性能,当腐蚀达到一定程度,叶片材料性能不能满足要求时,就会发生断裂。
压气机叶片的严重腐蚀
叶片的断裂除此还和材料和制造手段有一定的关系,下面小编介绍一下叶片的材料和主要制造技术。
变形高温合金叶片
1
叶片材料
变形高温合金发展有50多年的历史,高温合金中随着铝、钛和钨、钼含量增加,材料性能持续提高,但热加工性能下降;加入昂贵的合金元素钴之后,可以改善材料的综合性能和提高高温组织的稳定性。
铬镍变形高温合金叶片
2
制造技术
变形高温合金叶片的生产是将热轧棒经过模锻或辊压成形的。
模锻叶片主要工艺如下:
镦锻榫头部位;
换模具,模锻叶身,通常分粗锻、精锻两道工序。模锻时,一般要在模腔内壁喷涂硫化钼,减少模具与材料接触面阻力,以利于金属变形流动;
精锻件,机加工成成品;
成品零件消应力退火处理;
表面抛光处理。分电解抛光、机械抛光两种。
常见问题:
钢锭头部切头余量不足,中心亮条缺陷贯穿整个叶片;
GH4049合金模锻易出现锻造裂纹;
叶片电解抛光中,发生电解损伤,形成晶界腐蚀;
GH4220合金生产的叶片,在试车中容易发生“掉晶”现象;这是在热应力反复作用下,导致晶粒松动,直至剥落。
叶片是航空发动机关键零件它的制造量占整机制造量的三分之一左右。航空发动机叶片属于薄壁易变形零件。如何控制其变形并高效、高质量地加工是目前叶片制造行业研究的重要课题之一。
随着数控机床的出现,叶片制造工艺发生重大变化,采用精密数控加工技术加工的叶片精度高,制造周期短,国内一般6~12个月(半精加工);国外一般3~6个月(无余量加工)。
 精密数控加工技术加工叶片
精密数控加工技术加工叶片
铸造高温合金叶片
1
叶片材料
半个多世纪来,铸造涡轮叶片的承温能力从1940s年代的750℃左右提高到1990s年代的1700℃左右,应该说,这一巨大成就是叶片合金、铸造工艺、叶片设计和加工以及表面涂层各方面共同发展所作出的共同贡献。
下图为铸造高温合金叶片,北京航空材料研究所、钢铁研究总院、沈阳金属所是铸造高温合金的研制单位。

铸造高温合金叶片
2
制造技术
研制新型航空发动机是铸造高温合金发展的强大动力,而熔铸工艺的不断进步则是铸造高温台金发展的坚强后盾。回顾过去的半个世纪,对于高温合金发展起着重要作用的熔铸工艺的革新有许多,而其中三个事件最为重要:真空熔炼技术的发明、熔模铸造工艺的发展和定向凝固技术的崛起。

叶片熔铸加工
真空熔炼技术。真空熔炼可显著降低高温合盒中有害于力学性能的杂质和气体含量,而且可以精确控制合金成分.使合金性能稳定。
 真空感应熔炼
真空感应熔炼
熔模铸造工艺。国内外熔模铸造技术的发展使铸造叶片不断进步,从最初的实心叶片到空心叶片,从有加工余量叶片到无余量叶片,再到定向(单晶)空心无余量叶片,叶片的外形和内腔也越来越复杂;空心气冷叶片的出现既减轻了叶片重量,又提高了叶片的承温能力。
熔模铸造涡轮叶片
美国Howmet公司等用于细晶铸造制造叶片等转动件,常用合金为:In792、Mar-M247和In713C合金;导向叶片等静止件则多用IN718C、PWA1472、Rene220、及R55合金。1990s年代之后,为满足新型发动机之需要,计算机数值模拟在合金成分设计和铸造工艺过程中的应用日趋增多。
超塑性成形钛合金叶片
1
叶片材料
目前,Ti6Al4V和Ti6Al2Sn4Zr2Mo及其他钛合金,是超塑性成形叶片等最为常用的钛合金。
罗尔斯-罗伊斯Trent900钛合金叶片
 罗尔斯-罗伊斯Trent900钛合金叶片
罗尔斯-罗伊斯Trent900钛合金叶片
我国耐热钛合金开发和应用方面也落后于其他发达国家,英国的600℃高温钛合金IMI834已正式应用于多种航空发动机,美国的Ti-1100也开始用于T55-712 改型发动机,而我国用于制造压气机盘、叶片的高温钛合金尚正在研制当中。其它像纤维增强钛基复合材料、抗燃烧钛合金、Ti-Al金属间化合物等虽都立项开展研究,但离实际应用还有一个过程。
2
制造技术
早在1970s,钛合金超塑性成形技术就在美国军用飞机和欧洲协和飞机中得到了应用。在随后的十年中,又开发了军用飞机骨架和发动机用新型超塑性钛合金和铝合金。在军用飞机及先进的民用涡扇发动机叶片等,均用超塑性成形技术制造,并采用扩散连接组装。
超塑性成形技术制造发动机叶片
新型材料叶片
1
碳纤维/钛合金复合材料叶片
美国通用公司生产的GE90-115B发动机,叶身是碳纤维聚合物材料,叶片边缘是钛合金材料,共有涡扇叶片22片,单重30~50磅,总重2000磅。能够提供最好的推重比,是目前最大的飞机喷气发动机叶片,用于波音777飞机,2010年9月在美国纽约现代艺术馆展出。
 美国通用公司生产的GE90-115B发动机涡扇叶片
美国通用公司生产的GE90-115B发动机涡扇叶片
2
金属间化合物叶片
尽管高温合金用于飞机发动机叶片已经50多年了,这些材料有优异的机械性能,材料研究人员,仍然在改进其性能,使设计工程师能够发展研制可在更高温度下工作的、效率更高的喷气发动机。不过,一种新型的金属间化合物材料正在浮现,它有可能彻底替代高温合金。
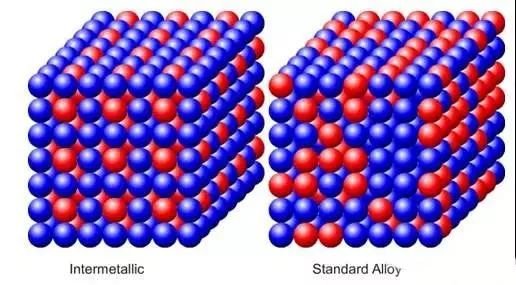 金属件化合物的规则重复的图案
金属件化合物的规则重复的图案
这是因为高温合金在高温工作下时会生成一种γ相,研究表明,这种相是使材料具有高温强度、抗蠕变性能和耐高温氧化的主要原因。因此,人们开始了金属间化合物材料的研究。金属间化合物,密度只有高温合金一半,至少可以用于低压分段,用于取代高温合金。
NB-Si系化合物
英国罗尔斯-罗伊斯公司,在1999年,申请了一项γ相钛铝金属间化合物专利,该材料是由伯明翰大学承担研制的。这种材料可以满足未来军用和民用发动机性能目标的要求,可以用于制造从压缩机至燃烧室的部件,包括叶片。这种合金的牌号,由罗尔斯-罗伊斯公司定为: Ti-45-2-2-XD。
 铝化钛金属间化合物叶片
铝化钛金属间化合物叶片
2010年,美国通用公司、精密铸件公司等申请了一项由NASA支持的航空工业技术项目(AITP),通过验证和评定钛铝金属间化合物(TiAl,Ti-47Al-2Nb-2Cr,原子分数)以及现在用于低压涡轮叶片的高温合金,使其投入工业生产中,上图所示为铝化钛金属间化合物叶片(伽马钛合金)。与镍基高温合金相比,TiAl金属间化合物的耐冲击性能较差;将通过疲劳试验等,将技术风险降至最低。
来源:理化检验
06-15 国产精密仪器厂家
健康人生 绿色无毒——华仪宁创2024禁毒科普公益行(浙江万里学院站)06-14
喜讯!华大吉比爱高效液相色谱串联质谱检测系统获批第二类医疗器械注册证06-14
【设备更新仪器推荐】激光粒度分析仪——LA-960V206-14 HORIBA
【6月18日】HORIBA 售后服务直播正式上线!06-14 HORIBA
【CPHI China 2024】海能邀您共聚第二十二届世界制药原料中国展06-14
【海能实验室】电位滴定法测定氨基葡萄糖盐含量06-14
【解决方案】马兜铃酸的检测06-14 DIKMA
相约兰州丨甘青宁三省区分析测试技术前沿论坛暨实验室地域跨界交流大会06-14 DIKMA
相约合肥丨第二十三届中国食品安全检测技术高峰论坛06-14 DIKMA
测定食用菌中重金属元素的前处理方法06-14 美诚
应用方案 | 福立液相——中药配方颗粒的质量控制新利器06-14 福立仪器
GLMY创想仪器丨伊瓦特手持式光谱仪亮相CAPE 202406-14 国产精密仪器厂家
展会邀请 | 上海仪电·科学仪器与您相约CPHI China 2024第二十二届世界制药原料中国展06-14
【公司新闻】丹东百特上榜“世界工业新闻”年度报告06-14
使用BeNano 180 Zeta Pro检测黑褐色胶体悬浮液06-14
BT-9300ST激光粒度分析仪06-14
本周资讯|老客户活动中奖名单公示、长春光博会下周见!06-14 优尼康
发现新型YAP1/TAZ通路抑制剂,具有强效抗肿瘤效果!06-14 化合物专家-T仔
【27期】TargetMol明星分子—Puromycin dihydrochloride06-14 化合物专家-T仔