汽车车身点焊工艺及金相、硬度分析
2023-11-22 15:25:52, 标乐中国 标乐中国
随着汽车行业的快速发展,环保和节能日益重要。实现汽车轻量化是节能减排的重要手段,且已成为世界汽车发展的潮流。
汽车轻量化大致可以分为三类:车身轻量化、发动机轻量化、底盘轻量化。今天主要讨论的就是车身轻量化,而车身轻量化的材料主要涉及到铝合金、镁合金、复合材料和高强度钢等。
铝合金是一种优良的轻合金材料,被逐渐应用于汽车车身的设计和开发中。用于铝合金车身连接的工艺主要有电阻点焊、激光焊、自冲铆接等。其中,电阻点焊是车身制造中使用最广泛的装配连接工艺。
铝合金电阻点焊技术具有可靠性好、性能稳定、生产效率高和易于实现自动化等优点,对车身的轻量化有着重要的作用及研究意义。但铝合金电阻点焊也存在很多的焊接缺陷,包括铝合金的焊接性不好、焊点质量不稳定。

本文主要介绍铝合金电阻点焊接头的样品制备,观察铝合金点焊接头宏观结构、微观组织及显微硬度分布。客户可以通过对接头组织性能特点的管控,保证高可靠性的焊接接头。

对点焊样品进行切割,切割位置为点焊接头中心;针对铝合金等有色金属,建议使用碳化硅砂轮片。
切割成可镶嵌试样后,为了便于后续的研磨/抛光,通常选择热镶嵌保护样品,并制成统一尺寸试样便于自动磨抛。




焊接接头样品的研磨选用常规碳化硅砂纸即可,在粗抛/中抛时为保证样品表面的平整性,优先选择中等或细线束编织抛光布。推荐以下可参考工艺:


腐 蚀
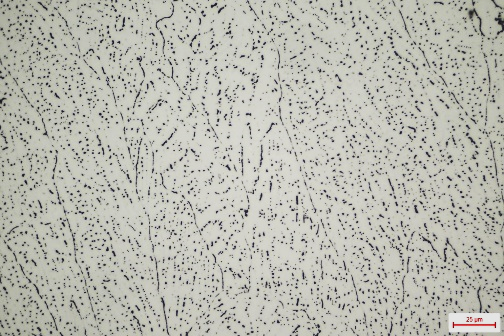
试样采用 10%氢氧化钠水溶液腐蚀,下图为样品宏观形貌图。

· 母材 ·

100X

200X

500X
· 热影响区 ·

100X

200X

500X
·焊核区 ·

100X

200X
500X

硬度测试
显微硬度是反映客户材料综合性能的参数指标。我们通过VH3100设备测得铝合金电阻点焊接头的显微硬度矩阵分析结果如下图所示。

由图可知,焊核区微观组织与母材区有明显区别,但显微硬度值两区却数值非常相近,没有出现明显的硬度梯度。而左右两边热影响区均出现1~2mm宽的硬化区,该区硬度远高于母材区。
如您有任何技术问题
欢迎致电 400 111 8683
或邮件至 info.cn@buehler.com
END
BUEHLER
Strong Partner, Reliable Solutions


04-28
天隆产品说丨天隆方案为动物健康保驾护航04-27
世界兽医日 | 与他们共同守护动物健康04-27
新征程,新起点|科瑞恩特(北京)科技有限公司迁址公告及五一劳动节放假安排04-26 Create
最新|2024科瑞恩特携手瑞孚迪(原PE)共赴Create生命科学新征程04-26 Create
免费下载 | 新一代测序(NGS)零基础?看这篇就够了!04-26
对话培训班用户 洞察行业需求 | 纽迈如何通过“用户洞察”驱动“产品创新”?04-26 纽迈分析
【文献解读】东华大学:武培怡/孙胜童团队《Nat. Commun.》:自愈型纳米网络弹性材料增韧人工离子皮肤04-26 纽迈分析
东华大学武培怡/刘艳军团队新发现 →树木中反直觉的水传输过程 ...04-26 化学与材料科学
卓悦榜丨艾捷博雅荣膺“年度IVD与生命科学最佳企业”奖项04-26
建设国际一流医疗器械产业链、供应链体系!深圳与通用电气医疗签署战略协议04-26
一“触”即发,pick你中意的那个它!04-26 益世科生物
实验室“老友”记——助力胚胎培养的小能手!04-26
反相色谱多肽分离系统研究第四部分 表征流动相的选择性04-26 阎作伟 编译
世界知识产权日|以创新成果引领健康未来04-26
邀请函 | 揭秘多孔介质的秘密:TESCAN在InterPore202404-26 TESCAN中国
BCA蛋白定量小包装来啦~ 还有实用干货奉上04-26 赛默飞生命科学
【反射颜色测量】典型配置、硬件说明、软件操作04-26
“生命科学进校园”科普公益项目启新程,启迪青少年创新思维04-25
沃特世推出全新GTxResolve Premier SEC色谱柱,加速基因治疗药物开发04-25 沃特世