一次生产中剃齿拉毛的原因分析
2022-07-15 11:15:37, 北京华欧世纪 北京华欧世纪光电技术有限公司
剃齿是齿轮在滚齿后的一种齿形精加工方式,剃齿后的表面质量对啮合噪音的影响很大,采用先进的剃齿工艺,可将齿向精度提高2-3个等级,齿形精度提高2-3个等级,齿距的精度提高1-2个等级。剃齿加工技术在我单位应用广泛,具有加工过程灵活而迅速、生产效率高、自动化程度高等特点。但在实际生产中,由于各种原因,剃齿后齿面粗糙度超差,造成齿面拉毛现象,剃齿刀痕深,严重影响了齿轮的表面质量。
问题提出

图1 剃后零件实物图
2014年7月我公司生产车间南京第二机床厂剃齿机,型号为Y4232CNC,该机床加工的齿轮发生连续严重齿面拉毛情况。经过现场勘查,发现已加工零件齿面光洁度差,刮痕明显,个别刮痕深刻,指尖触感明显。具体情况如图1所示。
原因分析
根据以往经验分析,以下几种因素可能会影响剃齿后零件的表面质量:
(1)毛坯原材料存在问题,剃齿拉毛由于材质缺陷引起
剃前齿轮如果材料密度不均匀,含杂质,局部有缺陷及韧性大厦等,都会使剃齿刀在齿面上局部地方有滑刀,切不下切屑,而在另一些地方啃入齿面时,影响表面粗糙度。齿轮的硬度同样也会影响,硬度太高,容易崩齿,会影响刀具寿命:硬度太低会容易黏刀,影响齿面粗糙度。
(2)剃齿刀具设计及质量问题
调整剃刀的螺旋角减小轴交角,剃齿啮合时两齿面的贴切面增大,剃齿平稳性和导向性增强,能够减小振动,提高齿轮的精度和光洁度。改进剃刀梳槽结构,在强度允许的情况下,增加容屑槽宽度,改善排屑效果。
(3)剃齿切屑用量设置不合理
剃齿切屑用量的选择合适与否,直接影响加工齿轮的精度和齿面表面粗糙度,切削速度、径向进给量,纵向进给量,光整行程次数,均会影响齿面的表面质量,其中,纵向进给量对齿面粗糙度的影响比较明显,在纵向进给量比较大的时候,齿面会出现比较规则的波纹。
(4)切削油的影响
剃齿切削油具有润滑,冷却、防锈、清洗等方面的作用,具有良好的润滑条件的切削油,可以有效改善切削过程的摩擦条件,减少了摩擦因素,降低了加工表面的粗糙度值。切削油压力不够,铁屑冲不出来,粘稠程度不好,或有杂质刮伤齿面。
试验排查过程
随后,采取了相关实验措施对可能因素逐一进行了排除。以下是试验过程分析:
(1)毛坯原材料
该零件材料为8620RH,随机抽取其中2件进行理化分析,检测其金相组织及硬度,结果如下:
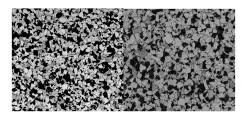
图2 试件1及试件2毛坯金相图
从图2及表1的金相组织及被测硬度值来看,该材料满足TES-019标准要求,显微组织为均匀分布的铁素体,含有30%以内的断离珠光体的细珠光体。硬度满足修正后的标准值HB153-HB185。组织及硬度均满足标准要求。
表1 硬度值
另外,在相邻两台机床更换了毛坯试剃之后,发现1#问题剃齿机床仍然存在拉毛现象,而2#正常剃齿机床无拉毛现象。且在2#剃齿机加工的毛坯来源比较中,发现两台机床加工的毛坯属于同批次,性质相同。
帮可以排除是毛坯质量问题造成剃齿拉毛。
(2)剃齿刀具质量分析
首先查阅了剃齿刀的设计图纸,该剃刀的梳槽结构如下图所示,齿距满足标准要求。
图3 剃刀梳槽结构
刀具设计符合要求,为了排除刀具制造质量问题,在1#剃齿机上共更换了5把不同进口剃齿刀,该5把剃齿刀均经过多次修磨并进行试剃,发现所加工零件均有不同程度的拉毛现象,将更换的剃刀安装至2#剃齿机,拉毛现象得到改善。
故可以排除是刀具质量原因引起的拉毛。
(3)切削参数分析
为了排除是剃齿夹具造成的拉毛问题,还将2#机床的夹具更换到1#机床上,拉毛情况未见好转。首先,两台剃齿机床采用相同的切削参数进行试加工,结果仍为1#剃齿机床存在拉毛现象,而2#剃齿机床无拉毛现象。之后,对1#剃齿机床切削参数进行了优化,调高了剃刀转速并降低了X轴方向的进给率,虽然情况有所好转但仍有严重拉毛问题。
故排除机床夹具差异及切削参数不合理所造成拉毛问题的假设。
(4)剃齿切削油分析
1#机床与2#机床均采用的是JAEGER200A切削油,适用于多种高拉力钢的重负荷加工,也可用于滚齿、刨齿、剃齿、插齿以及梳槽、成型磨削和拉削等加工。而液压油采用的是L-HM32抗磨液压轴,其具有优异的抗磨性能,良好的抗氧,抗氧化,抗泡,防锈等性能。
对1#机床与2#机床进行JAEGER200A切削油采样,进行理化分析,得到的40℃运动粘度如下表所示:
表2 运动粘度对比
运动粘度反映的是油品的内摩擦力,是表示油品油性和流动性的一项指标。运动粘度越大,油膜强度越高,清洗性和冷却性越差,运动粘度越小,油膜强度越低,清洗性和冷却性越好。而油腊具有抵抗压力不破裂,并能保持足够厚度,从而防止摩擦面直接接触的能力。
查阅相关资料,1#机床与2#机床所用的抗磨液压油(L-HM32)在40℃的运动粘度约为30.69Cst,低于JAEGER200A切削油的标准运动粘度。
在调查的过程中发现1#机床的抗磨液压油(L-HM32)加油频繁,是其他机床的两倍之多,因此猜测存在漏油现象,但机床下方油盘漏油并不明显,故推测为液压油漏进机床内部,与切削油混合导致切削油运动粘度降低。从而影响了切削液弄成的油膜强度,降低了润滑效果,造成齿面拉毛。
此外,J-200A切削油中含有一定比例的进口氯化石蜡、进口磷酸酯、含硫添加剂、抗氧添加剂、石油磺酸盐,具有极压、抗磨等性能,混入液压油后各种添加剂含量的降低也会影响切削油的性质及效果。
据此,对切削油JAEGER200A进行了更换,拉毛问题得到了解决。
此次剃齿拉毛问题的解决,通过对不同的原因进行逐一排查,得出是由于切削液变质,运动粘度不能满足标准要求,切削油的润滑、抗压、抗磨能力降低,造成剃齿后齿面粗糙度增大,剃齿拉毛现象。在更换液压油后拉毛问题得到了暂时的解决,但要长期避免此问题的发生,应检查并维修机床的液压油路,避免液压油过多混进切削油的循环系统。这将直接导致切削油使用周期变短,剃齿拉毛问题频繁出现。
免责声明:本公众号所载文章为本公众号原创或根据网络搜集编辑整理,文章版权归原作者所有。
06-11
会议邀请 | 2024广东省材料分析测试技术大会06-11 材料表征的领跑者
【重磅新品】全球最新绿色节能冷冻干燥机闪亮登场——步琦冷冻干燥机Lyovapor L-250重新定义生态效益性!06-07 YYC
【应用】步琦近红外快速测定注射液浓度——协助确保药物安全性06-07 CZK
新芝生物丨基因导入仪全新版本震撼来袭!06-06 SCIENTZ
新芝生物丨超声技术在脂质体制备中的应用研究06-06 SCIENTZ
固相萃取-毛细管电泳检测环境中头孢类抗生素06-06 Unimicro
Nature 发文! 如果有一天,线粒体也能被移植……06-06 小 M
实验操作 | 小白第一课!基础细胞培养方法及步骤06-06 小 M
科研助攻 | Nature Review:癌症治疗抗体药物最新综述06-06 小 M
端午礼遇 | 玩游戏,选周边,宠粉福利,只 "粽" 意 你~06-06 小 M
发货通知 | MCE 中国祝大家端午安康06-06 小 M
“岛津森林”项目06-05 医疗中心
浙江以检测赋能新质生产力06-05
2025版《中国药典》收官在即,变化要点有哪些?要注意哪些方面?06-05
吸附管采集固定污染源废气中的VOCs时的采样流量要求?06-05 检测家
内卷加剧,检测机构如何破局应对?06-05
【人民日报国际】在收获与播种交织的芒种中国时刻,张轶昊谈创新。06-05
德国元素耗材之星 | 固体压样器/液体封样器06-05
夏日焕新 谱写新章 | 德米特第四届“互动日”惊喜而至06-05